Mma-303 direct/indirect charge - maintenance – Ransburg MMA-303 Direct_Ind Charge Atomizer A12870 User Manual
Page 98
MMA-303 Direct/Indirect Charge - Maintenance
95
LN-9269-11.3
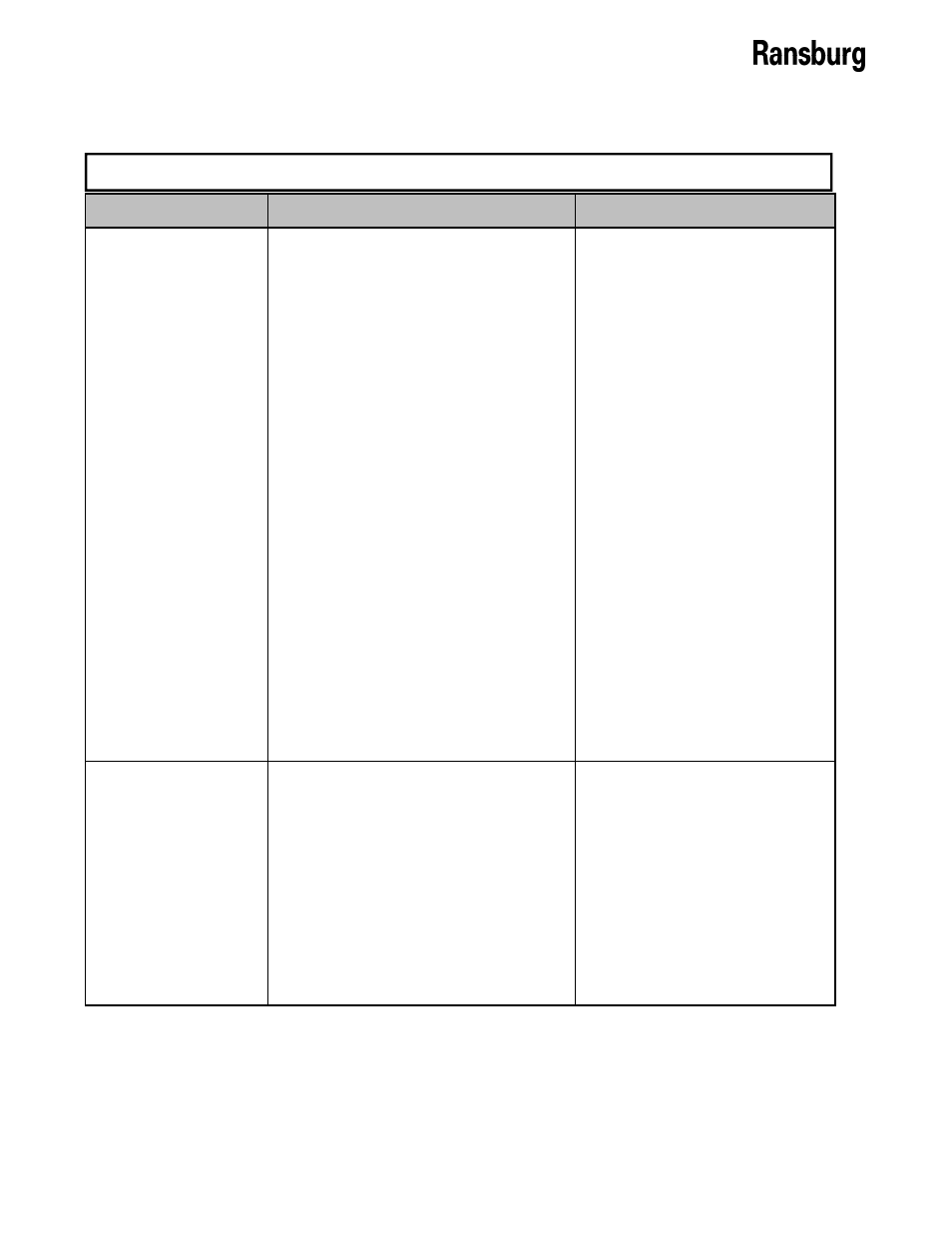
Troubleshooting Guide — Indirect Charge (Cont.)
General Problem
Possible Causes
Corrective Action
Low Transfer Effi-
ciency (or light cov-
erage) (Cont.)
3. Excessive turbine speed
4. Excessive robot speed
5. Excessive inner/outer shaping air
6. Excessive target distance
3. For optimum transfer efficien-
cy and spray pattern control, the
bell rotational speed should be
set at the minimum required to
achieve proper atomization of
the coating material.
4. For optimum transfer efficien-
cy, spray pattern control, bell
speed, and robot speed should
be set at the minimum to achieve
desired results of part to be coat-
ed.
5. Shaping air should be set at
the minimum volume required to
gently direct the spray pattern
toward the part being coated.
Excessive shaping air will cause
some atomized particles to "blow
-by" the part or bounce back on-
to the atomizer.
6. The recommended target
distance is between 6 and 12-
inches (152.4-304.8mm) (see
"Target Distance" in the
"Operation" section of this manu-
al).
No Turbine Air
1. Turbine drive air not present
2. Bearing air return signal not present
3. Brake air is activated
1. Verify supply air pressure.
2. a. Verify bearing air return
signal.
b. Increase bearing air supply
pressure to 90 psig (±10 psig)
(620.5 +/- 69 kPa).
3. Remove brake air signal
(turbine air and brake air must
be interlocked to prevent both
from being used simultaneously).