Burkert Type 2658 User Manual
Page 16
16
Installation
Use only those adhesives which are suitable for joining PVC
products.
After applying the adhesive, wait at least 24 hours before con-
→
ducting a pressure test.
heating element socket welding
7.2.2.
(pp-h, pVdF)
Procedure:
Chamfer the pipe ends by approx. 15°.
→
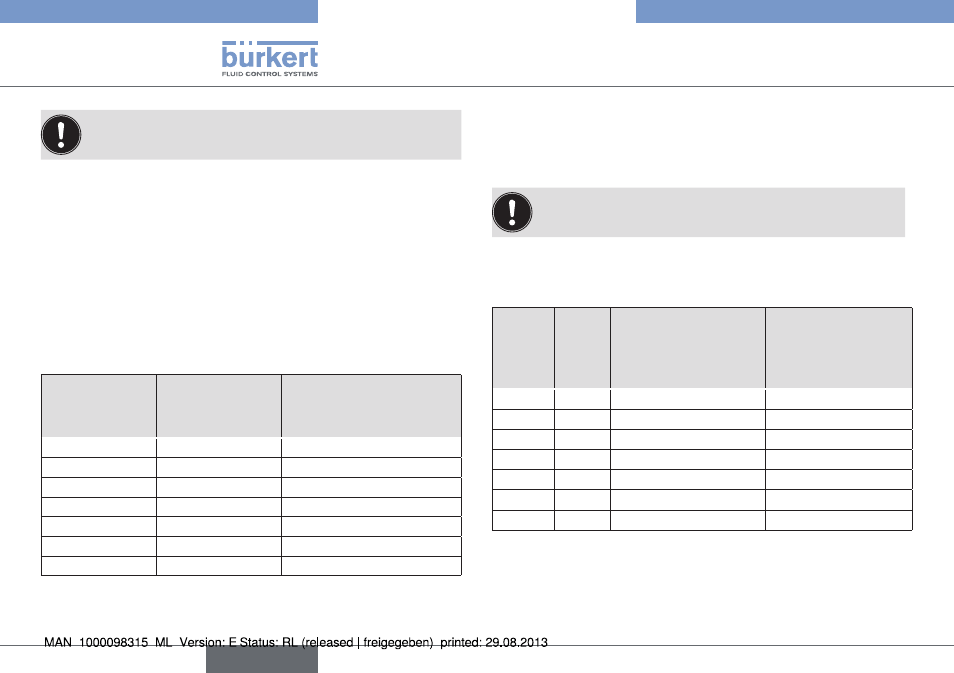
Check outer diameter of pipe / inner diameter of the socket
→
according to the following table.
nominal width
dn
[mm]
pipe
outer Ø
[mm]
socket
inner Ø
[mm]
10
16
15.85 ... 15.95
15
20
19.85 ... 19.95
20
25
24.85 ... 24.95
25
32
31.85 ... 31.95
32
40
39.75 ... 39.95
40
50
49.75 ... 49.95
50
63
62.65 ... 62.95
Set the temperature controller of the welding equipment to
→
250 - 270 °C.
Observe the warming-up time, welding time and cooling- down
→
time according to the following tables.
Leave the welded joints to cool down always at room
temperature!
Welding parameters
nominal
width
dn
[mm]
pipe
outer
Ø
[mm]
Minimum thickness
[mm]
Warming up time
[s]
10
16
2.5 (PP-H) - 1.5 (PV DF)
5 (PP-H) - 4 (PV DF)
15
20
2.5 (PP-H) - 1.9 (PV DF)
5 (PP-H) - 4 (PV DF)
20
25
2.7 (PP-H) - 1.9 (PV DF)
7 (PP-H) - 8 (PV DF)
25
32
3.0 (PP-H) - 2.4 (PV DF) 8 (PP-H) - 10 (PV DF)
32
40
3.7 (PP-H) - 2.4 (PV DF) 12 (PP-H) - 12 (PV DF)
40
50
4.6 (PP-H) - 3.0 (PV DF) 16 (PP-H) - 18 (PV DF)
50
63
3.6 (PP-H) - 3.0 (PV DF) 24 (PP-H) - 20 (PV DF)
english
Type 2657