Varistor products – Littelfuse AUML Varistor Series User Manual
Page 5
© 2013 Littelfuse, Inc.
59
Revised: May 8, 2013
Varistor Products
AUML Varistor Series
Surface Mount Multilayer Varistors (MLVs) > AUML Series
Specifications are subject to change without notice.
Please refer to www.littelfuse.com/series/AUML.html for current information.
AUML Series
Lead (Pb) Soldering Recommendations
The principal techniques used for the soldering of
components in surface mount technology are IR Re-flow
and Wave soldering. Typical profiles are shown on the right.
The termination option available for each solder technique is:
Reflow Wave
1. Nickel Barrier (preferred) 1. Nickel Barrier (preferred)
2. Silver/Platinum
The recommended solder for the AUML suppressor is
a 62/36/2 (Sn/Pb/Ag), 60/40 (Sn/Pb) or 63/37 (Sn/Pb).
Littelfuse also recommends an RMA solder flux.
Wave soldering is the most strenuous of the processes.
To avoid the possibility of generating stresses due to
thermal shock, a preheat stage in the soldering process
is recommended, and the peak temperature of the solder
process should be rigidly controlled.
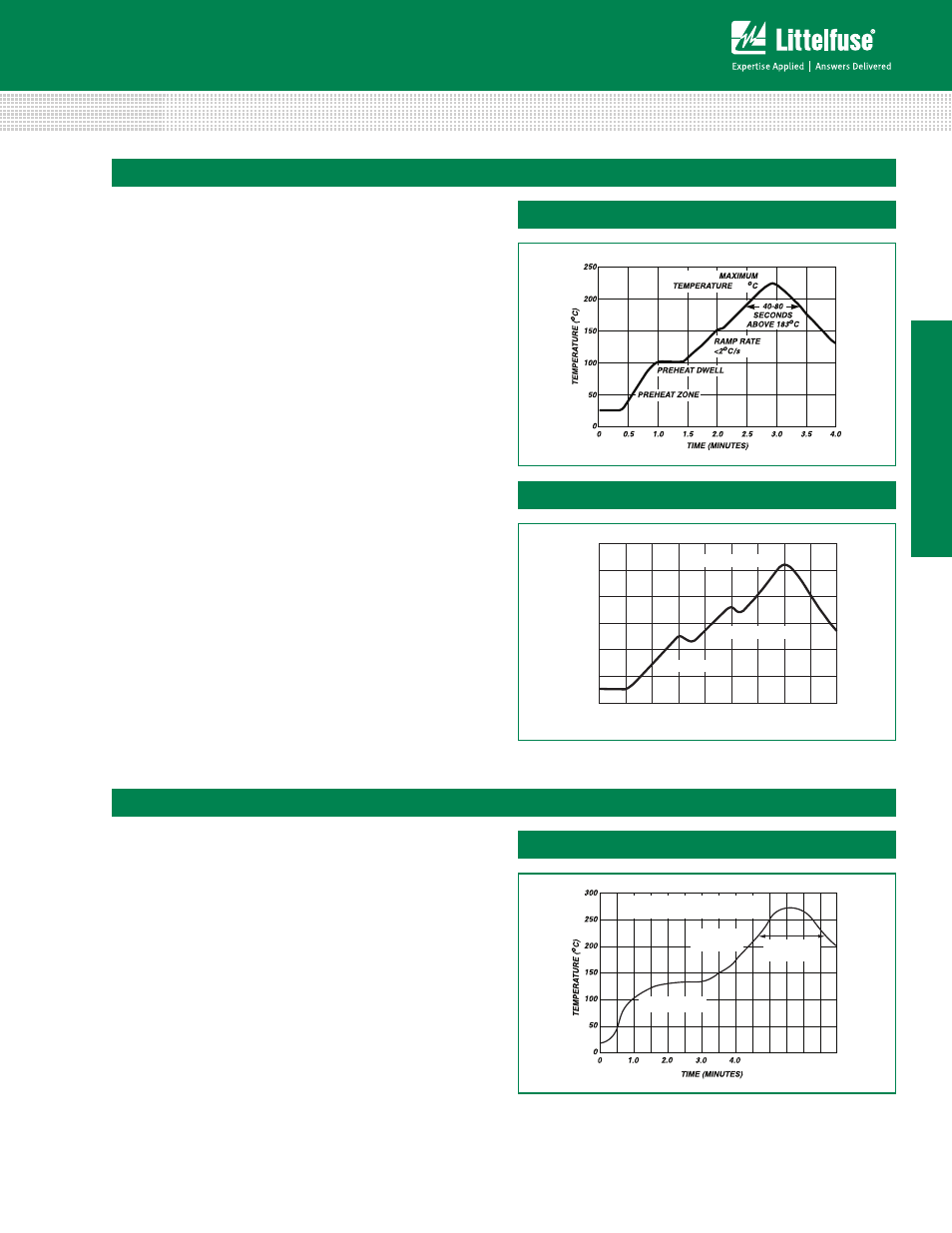
When using a reflow process, care should be taken to
ensure that the AUML chip is not subjected to a thermal
gradient steeper than 4 degrees per second; the ideal
gradient being 2 degrees per second. During the soldering
process, preheating to within 100 degrees of the solder's
peak temperature is essential to minimize thermal shock.
Once the soldering process has been completed, it
is still necessary to ensure that any further thermal
shocks are avoided. One possible cause of thermal
shock is hot printed circuit boards being removed from
the solder process and subjected to cleaning solvents
at room temperature. The boards must be allowed to
cool gradually to less than 50ºC before cleaning.
230
TEMPER
A
TURE (
o
C)
TIME (MINUTES)
300
250
200
150
100
50
0
0.0
0.5
1.0
1.5
2.0
2.5
3.0
3.5
4.0
4.5
MAXIMUM WAVE 260 oC
SECOND PREHEAT
FIRST PREHEAT
5.0 6.0 7.0
MAXIMUM TEMPERATURE 260˚C
20 - 40 SECONDS WITHIN 5˚C
PREHEAT ZONE
RAMP RATE
<3˚C/s
60 - 150 SEC
> 217˚C
Lead–free (Pb-free) Soldering Recommendations
Littelfuse offers the Nickel Barrier Termination finish for the
optimum Lead–free solder performance.
The preferred solder is 96.5/3.0/0.5 (SnAgCu) with an RMA
flux, but there is a wide selection of pastes and fluxes
available with which the Nickel Barrier parts should be
compatible.
The reflow profile must be constrained by the maximums
in the Lead–free Reflow Profile. For Lead–free Wave
soldering, the Wave Solder Profile still applies.
Note: the Lead–free paste, flux and profile were used for
evaluation purposes by Littelfuse, based upon industry
standards and practices. There are multiple choices of all
three available, it is advised that the customer explores the
optimum combination for their process as processes vary
considerably from site to site.
Reflow Solder Profile
Wave Solder Profile
Lead–free Re-flow Solder Profile
Figure 9
Figure 10
Figure 11