Operation – Lincoln Electric POWER FEED IM892-C User Manual
Page 33
B-17
OPERATION
B-17
POWER FEED™ 25M
ALUMINUM GMAW-P AND GMAW-PP
ALUMINUM PULSE WELDING
Synergic GMAW-P (Pulsed MIG) welding is ideal for low spatter, out of position and reduced heat input applica-
tions. During pulse welding, the welding current continuously switches from a low level to a high level and then
back again. Each pulse sends a small droplet of molten metal from the wire to the weld puddle.
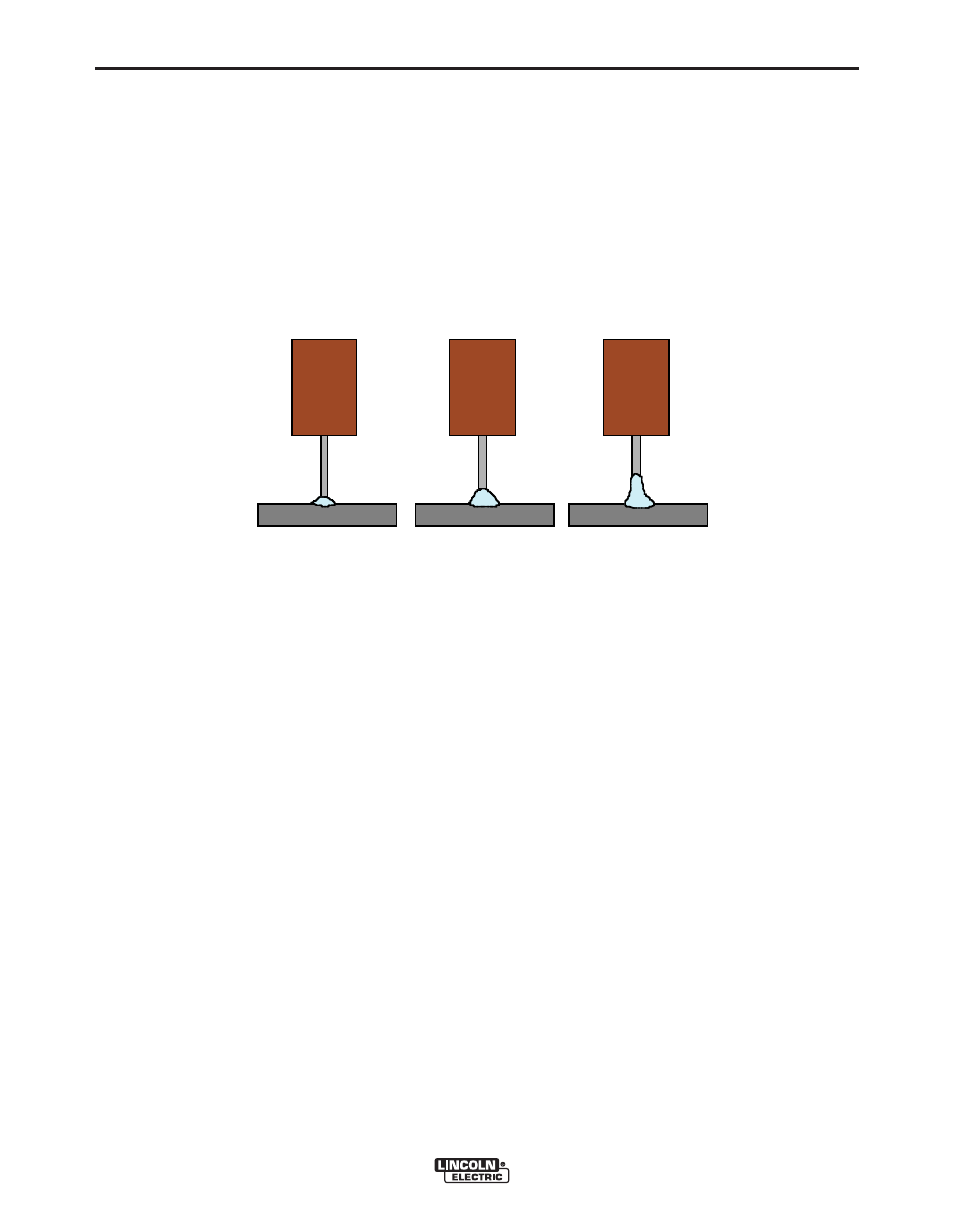
Pulse welding controls the arc length with 'Trim' instead of voltage. When trim (arc length) is adjusted, the Power
Wave automatically recalculates the voltage, current and time of each part of the pulse waveform for the best
result. Trim adjusts the arc length and ranges from 0.50 to 1.50. Increasing the trim value increases the arc
length, while decreasing the trim value decreases the arc length.
FIGURE B.12
Trim .50
Arc Length Short
Trim 1.00
Arc Length Mediu m
Trim 1.50
Arc L ength Long
- AIR VANTAGE IM10065 (54 pages)
- PRECISION TIG IM936 (44 pages)
- MAGNUM IM887 (20 pages)
- X-Tractor 1GC (4 pages)
- CAN-M393 (3 pages)
- CV ADAPTER IM309-D (46 pages)
- Idealarc 250 (2 pages)
- L12810-1 (4 pages)
- IM359-G (34 pages)
- OUTBACK 145 (34 pages)
- 4.1 (20 pages)
- CV-655 (47 pages)
- K1308-12 (4 pages)
- IM803-B (31 pages)
- LN-25 IM10092 (39 pages)
- PRECISION TIG 275 IM702-A (46 pages)
- Pipeliner 200D (4 pages)
- POWER FEED 10M SINGLE/DUAL SVM172-A (151 pages)
- CLASSIC 300G IM659-B (33 pages)
- INVERTEC V350-PRO IM708 (38 pages)
- Magnum 300 and 400 GMA Gun & Cable Assemblies K514 (29 pages)
- CLASSIC III 10061 (34 pages)
- 347 AC-DC (3 pages)
- INVERTEC IM958 (38 pages)
- Cool-Arc 40 (2 pages)
- IM795 (39 pages)
- Excalibur 11018M MR (1 page)
- METALUX 396T8HO (2 pages)
- MIG PAK HD IM822 (39 pages)
- VINTAGE 400 (CE) IM889-A (49 pages)
- IM481-B (35 pages)
- POWER MIG SVM157-A (91 pages)
- 600-I (2 pages)
- 4R90 (8 pages)
- IM613-B (54 pages)
- pmn (35 pages)
- RANGER 250 IM919 (49 pages)
- Welding Helmet (4 pages)
- IM355-C LN-9F GMA (70 pages)
- IM628 (17 pages)
- COOL ARC 35 IM959 (22 pages)
- POWER MIG 215 (35 pages)
- LN-25 PRO IM901-A (44 pages)
- METALUX 248 (2 pages)
- MAGNUM PCT125 (25 pages)