Blade.selection. (metal.cutting), Ope r atio ns – Woodstock SHOP FOX M1113 User Manual
Page 35
-33-
Model M1113 (Mfg. Since 2/08)
O
PE
R
ATIO
NS
Blade.Selection.
(Metal.Cutting)
Selecting the right blade for the job depends on
a variety of factors, such as the type of mate-
rial being cut, hardness of the material, material
shape machine capability, and operator tech-
nique.
The chart below is a basic starting point for
choosing a blade type based on teeth per inch
(TPI) for variable tooth pitch blades and for
standard raker type bi-metal blades/HSS blades.
However, for exact specifications of bandsaw
blades, contact the blade manufacturer.
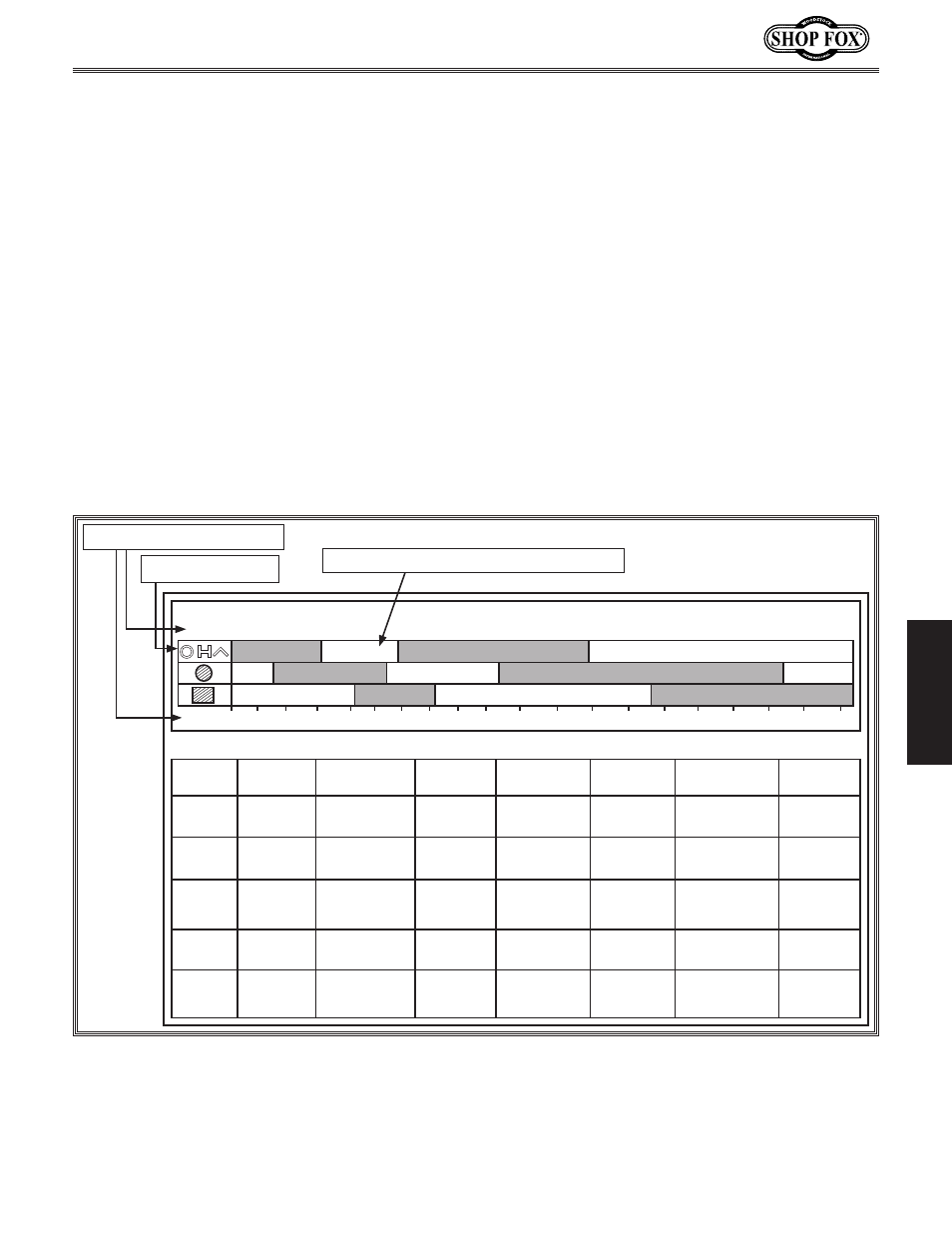
To.select.the.correct.blade.TPI,.do.these.steps:
1. Measure the material thickness.
2. Refer to the "Material Width/Diameter"
row of the blade selection chart in
Figure.
46 and read across to find the workpiece
thickness you need to cut.
3. Compare the "Material Shapes" row to the
material to be cut.
4. In the applicable row, read across to the
right and find the box where the row and
column intersect. Listed in the box is the
minimum TPI recommended for the vari-
able tooth pitch blades.
5. The "Cutting Speed Rate Recommendation"
section of the charts offers guidelines for
various metals, given in feet per minute
(speed FPM) and meters per minute in
parenthesis. Choose the speed closest to
the number shown in the chart.
Copper
Alloy
229~482
(70) (147)
203~213
(62) (65)
85-203
(26) (62)
220
(67)
220~534
(67) (163)
203
(62)
85
(26)
321
(98)
180~220
(54) (67)
95~213
(29) (65)
242
(75)
65~85
(20) (26)
180~220
(54) (67)
75~118
(25) (36)
246
(75)
108~225
(33) (75)
196~354
(60) (108)
203
(62)
111~321
(34) (98)
150~203
(46) (62)
Aluminum
Alloy
Thin
Tube
Angle
Steel
Carbon
Steel
Speed FPM
(M/Min)
Speed FPM
(M/Min)
Speed FPM
(M/Min)
Speed FPM
(M/Min)
Material
TOOTH SELECTION
CUTTING SPEED RATE RECOMMENDATION
Material
Material
Material
Tool Steel
Mold Steel
High-Speed
Tool Steel
Alloy
Steel
Water
Hardened
Tool Steel
Stainless
Steel
CR Stainless
Steel
Free Machining
Stainless Steel
Gray
Cast Iron
Ductile
Austenitic
Cast Iron
Malleable
Cast Iron
Plastics
Cold-Work
Tool Steel
Hot-Work
Tool Steel
Oil-Hardened
Tool Steel
50
2
3
4 5
6
7
8
9
10
11
12
13
14 15
16
17
18
19
2½
3½
75
100
150
200
250
300
350
400
2/3
2/3
2/3
1.4/2.5
1.4/2.5
1.5/.8
1.5/.8
3/4
3/4
3/4
4/6
4/6
5/8
450
mm
inch
Material Width/Diameter
Material Shapes
Teeth Per Inch Variable Pitch Blades
Figure.46. Blade selection and speed chart.