Assemble drive pinion and bearing cage – Gradall 534C-10 (2460-4129) Service Manual User Manual
Page 115
27
Section 4
Assembly and Installation
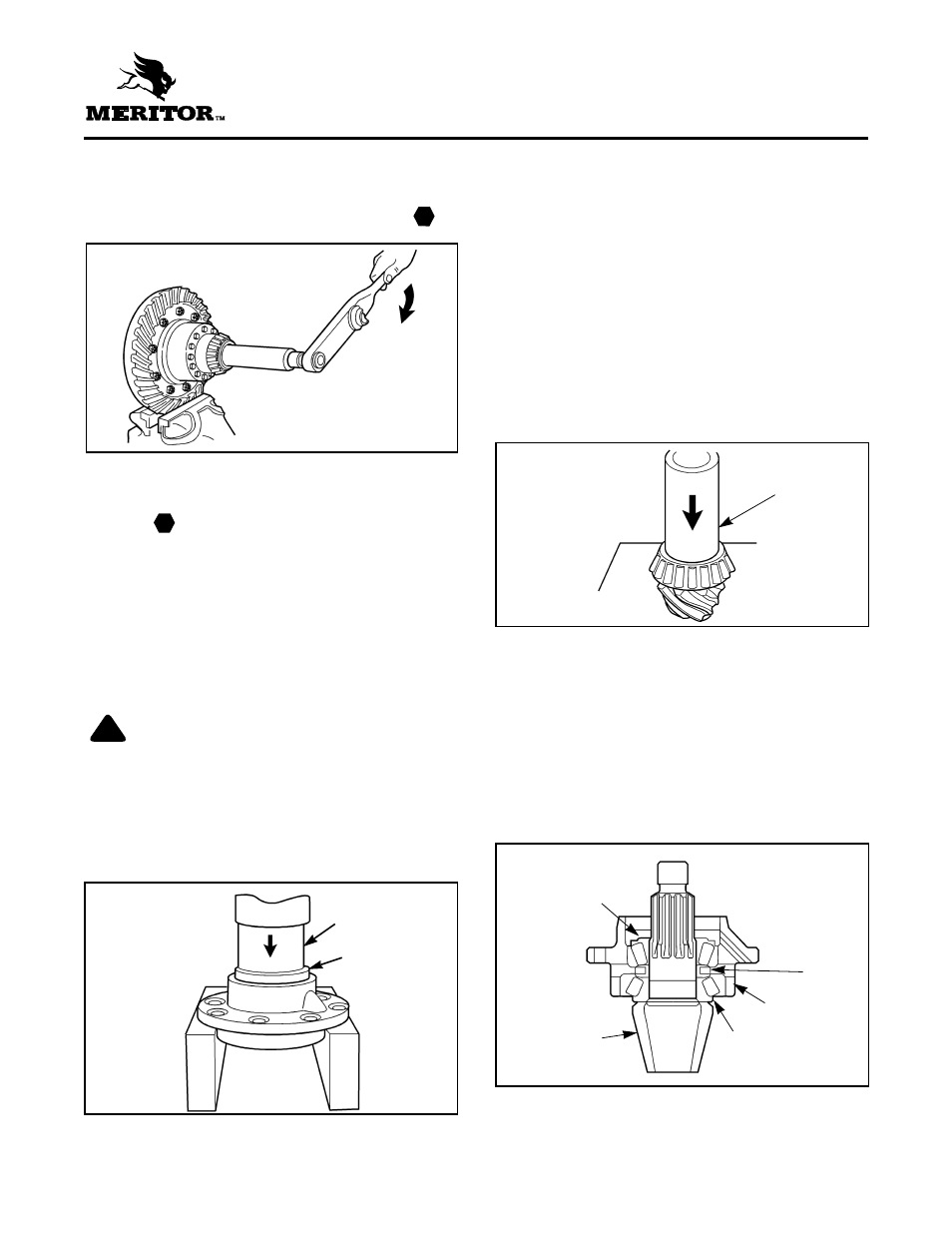
2. Attach torque wrench to the tool nut and rotate
differential gears. As differential rotates, read
torque value indicated on dial. Figure 4.13.
3. If torque value exceeds specification of 50 lb-ft
(68 N•m), disassemble gears from differential
case.
4. Check differential case halves, spider, gears and
thrust washers for problem that causes excessive
torque value. Repair or replace parts.
5. After parts are repaired or replaced, assemble
parts and repeat steps 1 to 4.
Assemble Drive Pinion
and Bearing Cage
WARNING
Observe all WARNINGS and CAUTIONS provided
by the press manufacturer concerning press
operation to avoid serious personal injury and
possible damage to components during
assembly and installation procedures.
1. Place bearing cage in press. Figure 4.14.
!
2. Support bearing cage with metal or wood blocks.
3. Press the bearing cup into bore of bearing cage
until cup is flat against bottom of bore. Use correct
size sleeve to install bearing cup.
NOTE
Use same procedure for both bearing cups.
4. Put drive pinion in press. The gear head (teeth)
must face toward the bottom.
5. Press inner bearing cone on shaft of drive pinion
until cone is flat against gear head. Use a sleeve
of the correct size against bearing inner race.
Figure 4.15.
6. Apply axle lubricant on bearing cups in cage and
bearing cones.
7. Install drive pinion into bearing cage.
8. Install bearing spacer(s) in pinion shaft against
inner bearing cone. Figure 4.16.
NOTE
Spacer(s) controls preload adjustment of drive
pinion bearings.
Figure 4.14.
Figure 4.15
Figure 4.16
SLEEVE
BEARING CUP
OUTER
CONE
BEARING
BEARING
SPACER
DRIVE PINION
INNER
BEARING
CONE
BEARING CAGE
SLEEVE
Figure 4.13
T
T