Drilling cycles in programs, Entering a cycle call – HEIDENHAIN NC 124 User Manual
Page 78
7
Drilling, Milling Cycles and Hole Patterns in Programs
78
TNC 124
Drilling cycles in programs
The following two cycles are available on the TNC 124:
CYCL 1.0 PECKING
CYCL 2.0 TAPPING
Cycle 1.0 PECKING
Cycle 1.0 PECKING is used for drilling holes in several infeeds.
During machining the TNC advances the tool in several infeeds,
retracting the tool each time to setup clearance.
Cycle 2.0 TAPPING
The TAPPING cycle requires a floating tap holder.
Cycle 2.0 TAPPING is used for cutting threads.
The thread is cut in one pass. After a dwell time at the end of
thread, the direction of spindle rotation is reversed and the tool re-
tracted.
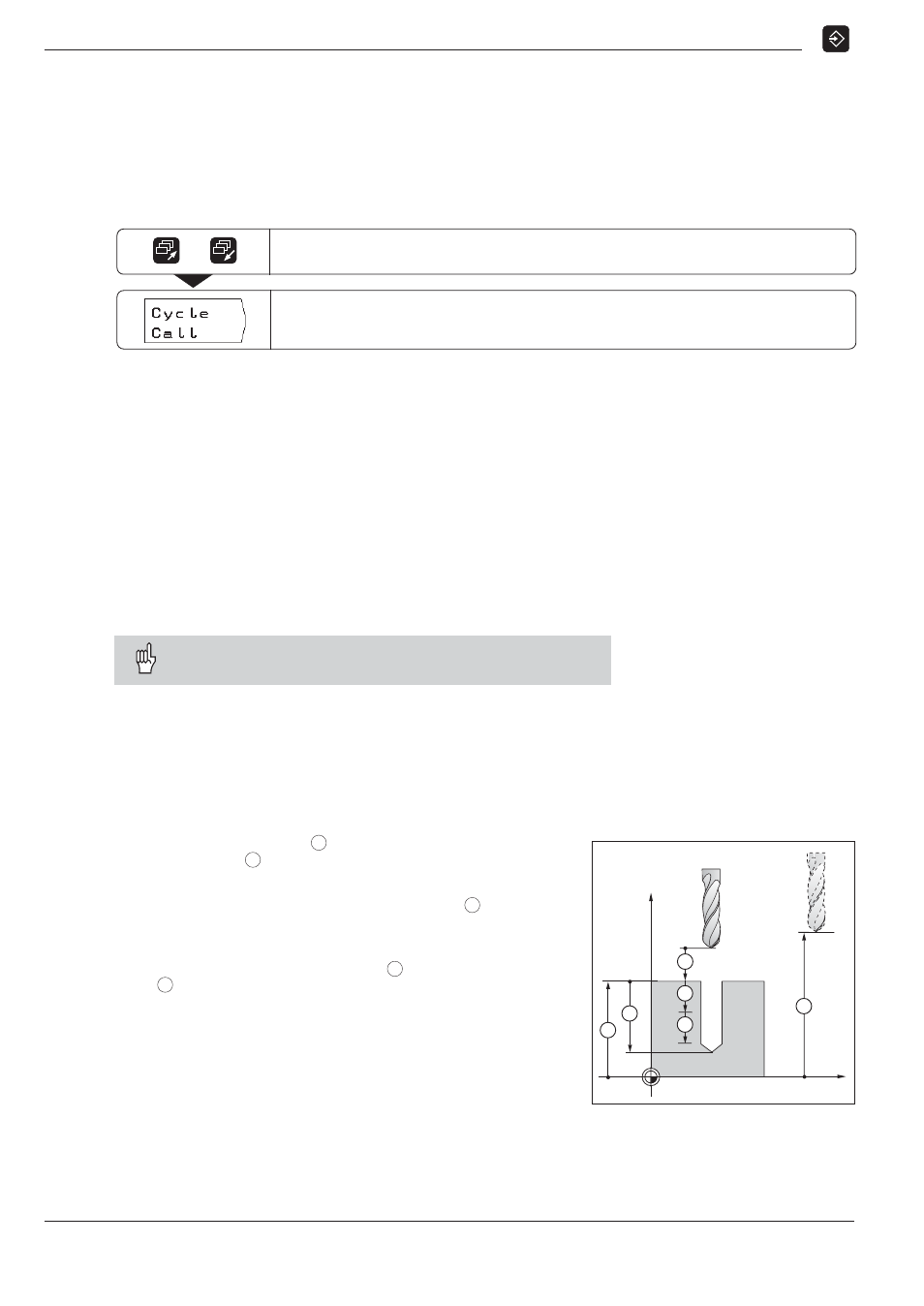
Signs for the input values in the drilling cycles
Enter the clearance height
H
and the coordinate of the
workpiece surface
O
as absolute values together with the al-
gebraic sign.
The algebraic sign for hole depth (thread length)
B
determines
the working direction. If you are drilling in the negative axis direc-
tion, enter a negative sign for hole depth.
Fig. 7.1 also illustrates setup clearance
A
and the infeed
depth
C
.
Pre-positioning the drill
Before executing the cycle, pre-position the drill in the tool axis and
in the working plane. The coordinates for pre-positioning can be en-
tered into the program before the cycle.
B
C
H
O
A
C
Fig. 7.1:
Absolute and incremental input
values for drilling cycles
Entering a cycle call
A drilling cycle must be called at the location in a part program at
which the cycle is to be executed.
Operating mode: PROGRAMMING AND EDITING
Go to the third soft-key row.
Enter a cycle call (CYCL CALL).
/