Calling the tool data in a program – HEIDENHAIN NC 124 User Manual
Page 68
5
Programming
68
TNC 124
Calling the tool data in a program
Chapter 3 explained how to enter the length and radius of your tools
in the tool table.
The tool data stored in the table can also be called from a program.
Then if you change the tool during program run you don't need to se-
lect the new tool data from the tool table every time.
The TOOL CALL command automatically pulls the tool length and
radius from the tool table.
You define the tool axis for program run in the program.
If you enter a different tool axis in the program than is
stored in the table, the TNC stores the new tool axis in
the table.
Operating mode: PROGRAMMING AND EDITING
/
ENT
4
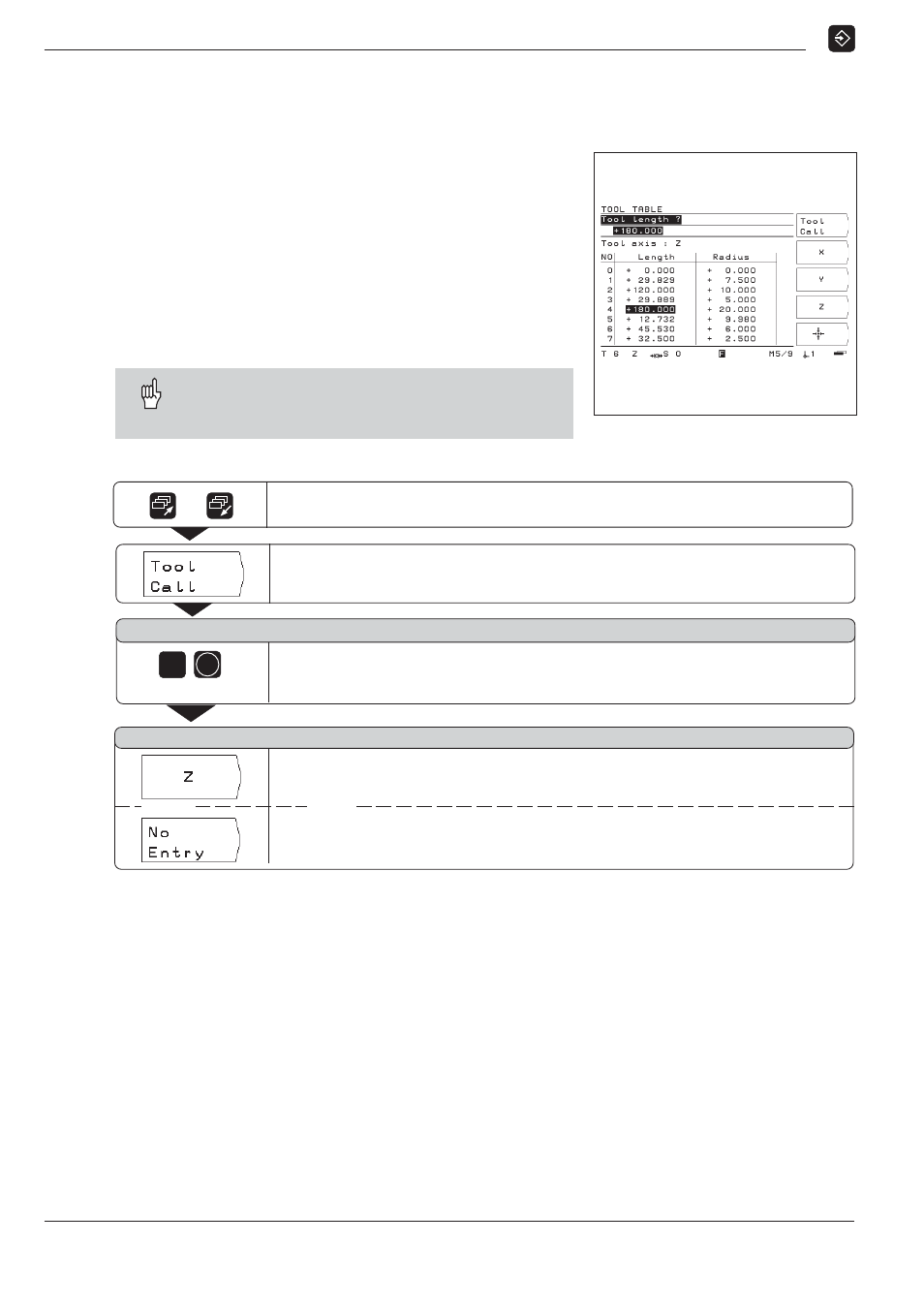
Fig. 5.2:
The tool table on the TNC screen
or
or
Working without TOOL CALL
If a part program is written without TOOL CALL the TNC will use
the data of the tool that was programmed previously.
When you are changing tools, you can also go to the tool table from
the operating mode PROGRAM RUN to call the new tool data.
Go to the second soft-key row.
T o o l a x i s ?
Enter the tool number (such as 4) under which the tool data are stored
in the tool table. Confirm entry.
Input range: 0 to 99.
Call tool data from the tool table.
T o o l n u m b e r ?
Enter the tool axis (such as Z).
The program contains the tool call block TOOL CALL 4 Z.
Choose No Entry for the Tool axis, if the program already contains a
TOOL CALL
block with tool data.
The program contains the tool call block TOOL CALL 4.