Miller electric – MK Products Weld Control User Manual
Page 27
Weld Control Selector Guide - Page 20
The WC-1 Weld Control or the Cobramatic Cabinet can be connected to Miller CC power supplies
without 14-Pin amphenols as follows: Miller has used two types of contactor plugs over the years. In
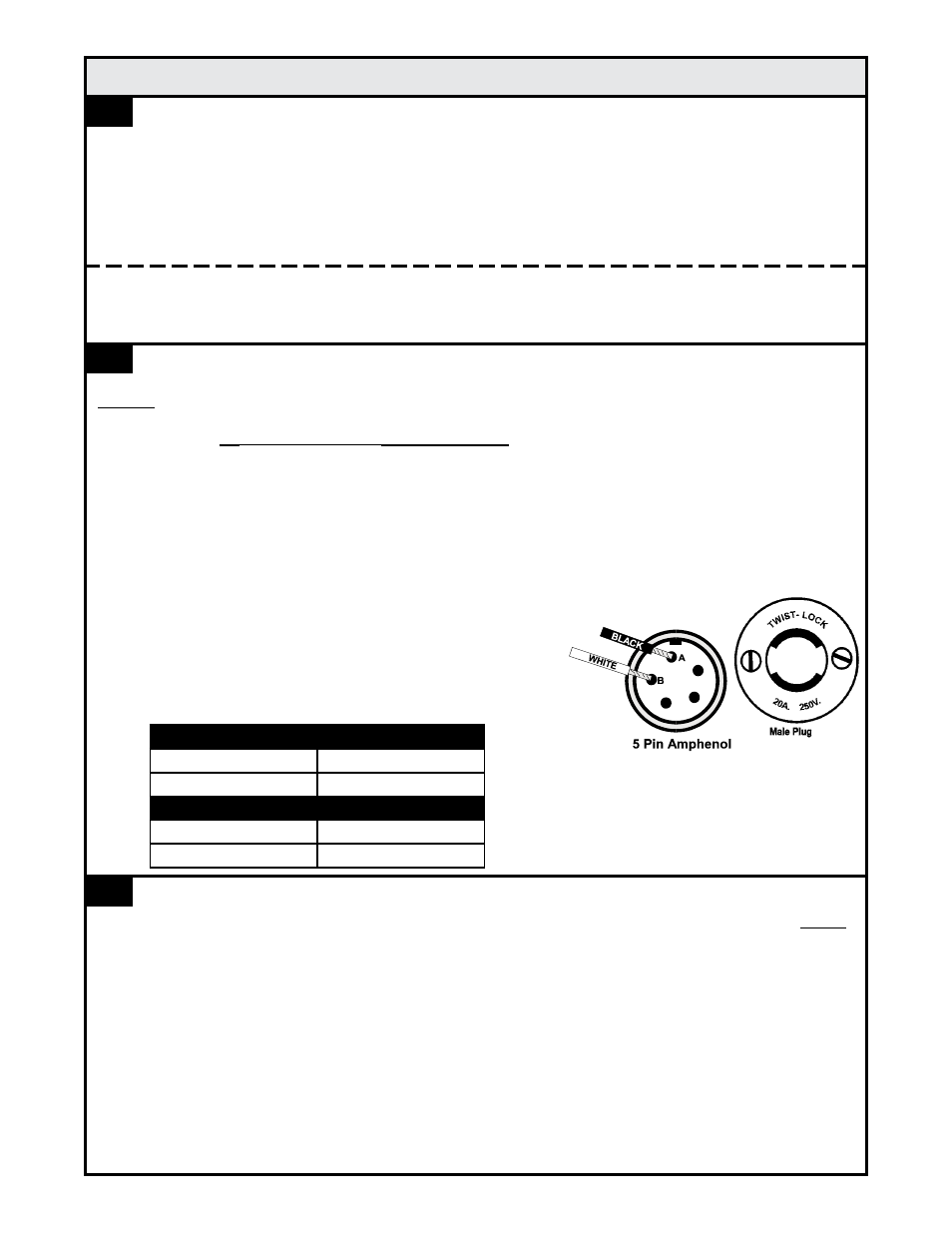
the 1970's a male two prong "twist lock" plug was used. In the early 1980's they changed to a 5 pin
amphenol plug.
all TIG machines use closing contacts!
1. For power supplies with the two prong plug, connect the
black and white contactor leads from
the WC-1 or Cobramatic to the two prong plug. For power supplies with 5-Pin amphenols connect
the
black and white contactor leads to pins A & B of the 5-Pin amphenol; black to "a" and
white to "B". Place unit in CLOSING CONTACTS (see Appendix for contactor information).
2. Plug the 115VAC plug from the WC-1 or Cobramatic into a standard wall outlet.
3. *Connect the
red and green leads extending from the WC-1 to the power supply positive (+) and
negative (-) terminals of the power supply;
red to positive (+) and green to negative (-).
4. If the power supply has a Remote/Standard contactor switch set it to "REMOTE".
5. Set the amperage control to "panel" and the process switch to "TIG".
6. Place polarity switch to DC Reverse Polarity (electrode
positive).
7. The Posa Start must be used. See WC-1 or Cobramatic
owner's manual for Posa Start information.
*See Appendix for Posa Start information.
Miller Electric
M-6
The WC-1 Weld Control of the Cobramatic Cabinet can be connected to CC power supplies that do not
have contactors (stick machines) as follows. With Both the WC-1 Weld Control or Cobramatic Cabinet
the Contactor box is recommended:
1. Connect the WC-1 or Cobramatic to the contactor box as shown in the Appendix.
2. Connect the spool gun power lug to the contactor box "TORCH" side and the positive (+) lead
from the power supply to the "+ WELD POWER" side.
3. Plug the 115VAC plug from the WC-1 or Cobramatic into a standard wall outlet.
4. *Connect the
red and green leads from the WC-1 to the power supply positive (+) and negative
(-) terminals of the power supply;
red to positive (+) and green to negative (-).
5. Place polarity switch to DC Reverse Polarity (electrode positive).
6. The Posa Start must be used. See WC-1 or Cobramatic owner's manual for Posa Start
information.
note: these instructions are for use with all manufacturers of CC stick machines.
CaUtiOn: MaKE SURE tHat tHE HiGH
fREQUEnCy iS tURnEd Off
OR daMaGE tO tHE WC-1 OR
COBRaMatiC WiLL OCCUR.
The Vintage/Millermatic 250/Hobart Beta-Mig 2510 kit P/N 005-0205 includes everything needed to
attach to these power supplies.
1. The blank panel on the front of the unit is removed and the Spool Gun Control is put in its place.
Both the push gun and the spool gun may be hooked-up at the same time.
2. For spool gun operation set the desired voltage on the Millermatic 250 front panel and set the
wire speed on the bottom of the spool gun.
3. For push gun operation set both voltage and wire speed on the Millermatic 250 front panel.
C
D
E
Kit P/N 005-0629, for both the MM250-X & MM251, is an adapter pigtail that goes between the Prince
XL Spool-gun and the power supply. The control module inside the power supplies are used for WFS.
The spool-gun power cable goes to the positive (+) terminal inside the wire feeder door on the welder.
M-7
two Prong Plug
Miller P/N
039-618
Hubbel P/N
7102
5-Pin amphenol
Miller P/N
039-273
Cord Clamp
039-685
M-8