Hobart, Ht-2 ht-1 – MK Products Weld Control User Manual
Page 20
Weld Control Selector Guide - Page 13
The WC-1 Weld Control or the Cobramatic Cabinet can be connected to Hobart CC power supplies as
follows (The contactor is always found on pins "A" and "B" regardless of the type of amphenol):
All TIG machines use CLOSING CONTACTS!
1. Connect the
black and white contactor leads from the WC-
1 or Cobramatic to pins A & B of the remote amphenol:
black
to
"a" and white to "B". Place the contactor in the CLOSING
CONTACTS position (see Appendix for contactor information).
2. Plug the 115VAC plug from the WC-1 or Cobramatic into a standard
wall outlet.
3. Connect the
red and green leads from the WC-1 to the power
supply positive (+) and negative (-) terminals of the power supply;
red to positive (+) and green to negative (-).
4. If the power supply has a Remote/Standard contactor switch set
it to "REMOTE". Set the amperage control to "panel" and the
process switch to "TIG".
5. Place polarity switch to DC Reverse Polarity (electrode positive).
CaUtiOn: MaKE SURE tHat tHE HiGH fREQUEnCy iS tURnEd Off OR daMaGE tO tHE
WC-1 OR COBRaMatiC WiLL OCCUR.
note: The TR-250 HF uses a 10 pin amphenol and you must jumper pins d & E together.
H-4
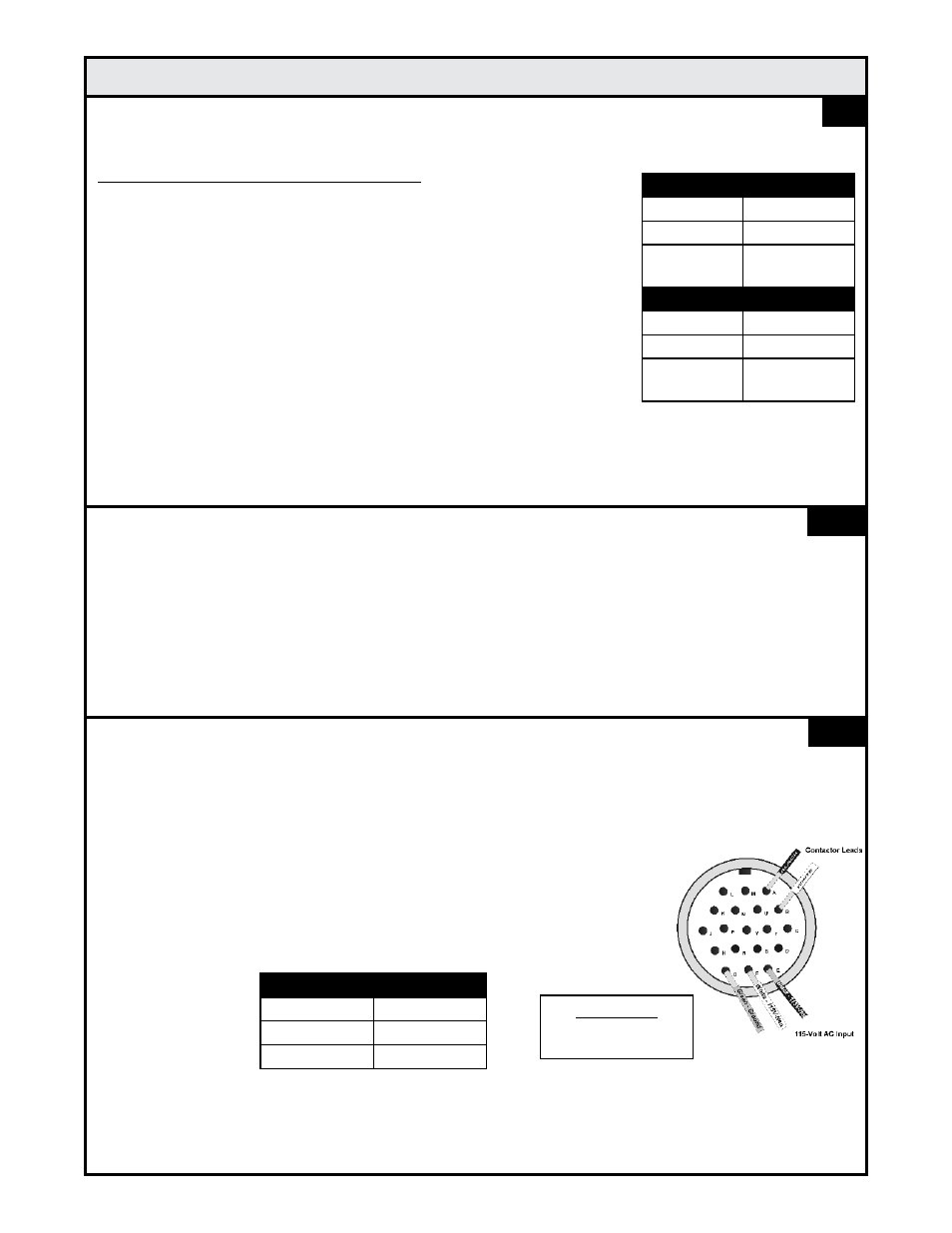
A WC-1 Weld Control or the Cobramatic Cabinet may be connected to any Thermal-Hobart CV type
power supply that has a nineteen (19) pin amphenol.
1. Connect the
black and white contactor leads from the WC-1 or Cobramatic Cabinet to pins a
& B of the 19-Pin Amphenol; black to “a” and white to “B”. Place the contactor in CLOSING
CONTACTS position (see Appendix for contactor information).
2. Plug the 115VAC plug from the WC-1 or Cobramatic Cabinet into a standard
wall outlet or cut off the plug and wire the cord to the 19-Pin Amphenol;
black to pin “E”, white to pin “f”, and green to pin “G”.
3. With the WC-1, the Posa-start switch will be in the “OFF” Position and
the Red and Green leads will not be used.
4. If the power supply has a Remote/Standard contactor switch, set it to
“Remote.”
note:
Thermal furnishes 24VAC to pins “D” and “R”. This means a spool-gun may be used with a 005-0264 PA-G1 Control on
the Thermal-Arc units. Wire a 19-Pin amphenol to PA-G1 Control as follows: the
black wire to pin “d”, the white wire to
pin
“R”, the red wire to pin “a” and the green wire to pin “B”. (if there are any questions if voltages are or are not
available, check the amphenol on the welder with a V-O-M. (Volt-Ohmmeter)
HT-2
HT-1
Since Hobart was divided up and sold to several different companies; the type of interfacing plug might
be different depending on the age of the machines. At one time Hobart put both a 5-Pin and a 19-Pin
Amphenol on their units. Then they went strictly to a 5-Pin Amphenol. As other companies came into
the picture, some introduced the Miller version of a 14-P Amphenol. Then on some models, both a 5-Pin
and a 14-Pin were used. To add to the confusion, some later models have both a 14-Pin and a 19-Pin
Amphenol (The Fabstar is a good example of this). The one constant seems that all of these amphenols
used CLOSING CONTACTS to pins A and B. Check each particular machine to see what type of
amphenol is used. If there are any questions, refer to the machine's Owners Manual and/or check for
voltages with a V-O-M. (Volt-Ohmmeter)
P/N 005-0630
Complete 8' cable with
19P Amphenol attached.
Hobart
(includes thermalarc)
5-Pin amphenol
Plug
3106A18-20P
Cord Clamp
3057-1010
Boots
MS3420-10
MS3420-8
10-Pin amphenol
Plug
3106A18-19P
Cord Clamp
3057-1010
Boots
MS3420-10
MS3420-8
19-Pin amphenol
19-Pin
153-0314
Cord Clamp
411-0035
Rubber Boot
301-0026