Kemppi Protig 501L User Manual
Page 8
8 – PROMIG 501, PROMIG 511/0537
© KEMPPI OY
2
1
5
3
4 6
2
1
5
3
4
5
4
3
4
1
2 6
1
4
2
2 6
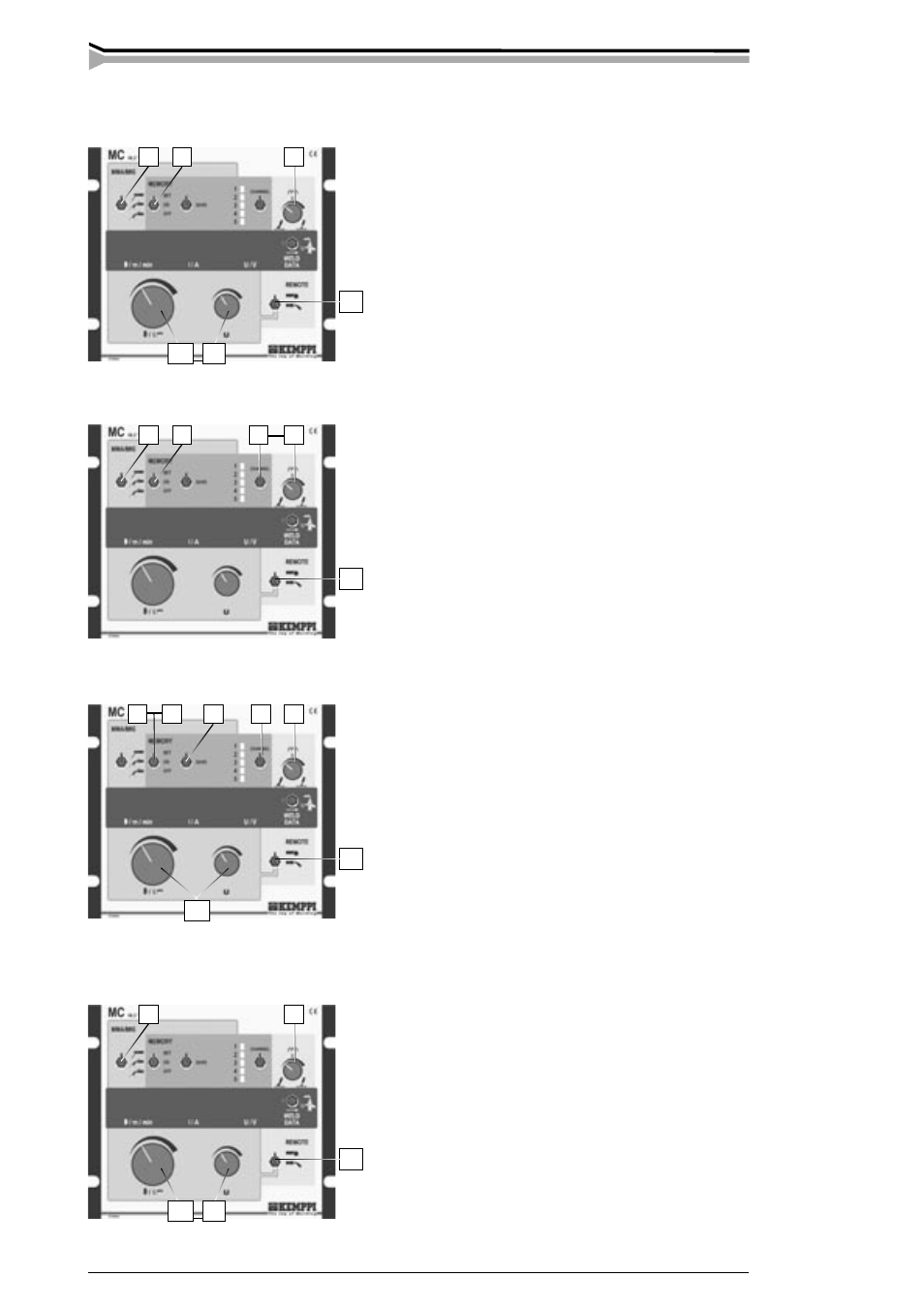
1.2.3. Quick guide for operation of MC panel
MIG welding with independent adjustments for wire feed and voltage
1. Select with selecting switch for method MIG two
sequence procedure or MIG four-sequence procedure
2. Select with SELECTO mode switch the position OFF
3. Select the control mode: local control, remote
control or gun control
4. Adjust required set values for wire feed speed
and voltage. Values are shown in displays
5. Set welding dynamics at zero position or at
required position
6. Weld and adjust wire feed speed and voltage when
needed
MIG welding with welding values stored in SELECTO memories
1. Select with selecting switch for method MIG two-
sequence procedure or MIG four-sequence
procedure
2. Select with SELECTO mode switch the position ON
3. Select the channel selection mode: local control,
remote control or gun control
4. Select required channel 1...5. Welding values stored
on channel are shown in displays
5. Weld and select another channel when needed. You
can change the channel also during welding
Programming of SELECTO memories
1. Select required channel 1...5
2. Select with SELECTO mode switch the position SET
3. Select the control mode: local control, remote control or gun control
4. Search by welding correct values for wire feed speed,
voltage and welding dynamics
5. Store them into memory by turning the SAVE switch.
Note! When necessary you can check the values stored on the
memory channel by turning the SELECTO mode switch on
position ON, then the displays show values which are in
memory of the channel in question.
6. Turn the SELECTO mode switch on position ON, then
channels are ready for welding.
Note! You cannot store into memory MMA welding values and
MIG two-sequence/four-sequence selection
MMA welding
1. Select MMA welding with selecting switch for method
2. Select the control mode: local control, remote control
or gun control
3. Adjust required MMA current. Values are shown in
displays
4. Set welding dynamics on position zero or on required
position
5. Weld and adjust MMA current when needed