Vectronics VEC-1500K User Manual
Page 31
26
experimental or home-made boards may be untreated copper. Clean copper is a
highly solderable metal, but it oxidizes and corrodes rapidly when exposed to
air--losing solderability. As a result, raw copper surfaces must always be
cleaned thoroughly immediately prior to construction.
Steel wool, bronze wool,
and chlorinated abrasive household cleaners work well for stripping away
corrosion and heavy oxides. After cleaning, surfaces should appear bright,
shiny, and free of oxide spots and streaks. If untinned boards will be constructed
over a period of time after cleaning, store them in a dry air-tight container to
minimize recontamination.
If surfaces are pre-tinned, don't scrub them with abrasives. This will remove
rather than clean the protective coating! A quick washing with soap and water--
or degreasing in a mild solvent--should do the trick.
Component Installation:
Single-sided circuit boards normally provide
somewhat larger pads than plate-through boards because the pad surface is the
primary retention area for the solder connection. When installing components in
unplated holes, the lead should be bent over and pressed firmly against the pad
surface. The greater the contact area between lead and pad, the more
mechanically and electrically secure the connection. Note that--whenever
possible--leads should be bent in the same direction as incoming tracks to
prevent inadvertent contact with adjacent pads or tracks (see below).
Good
Not Good
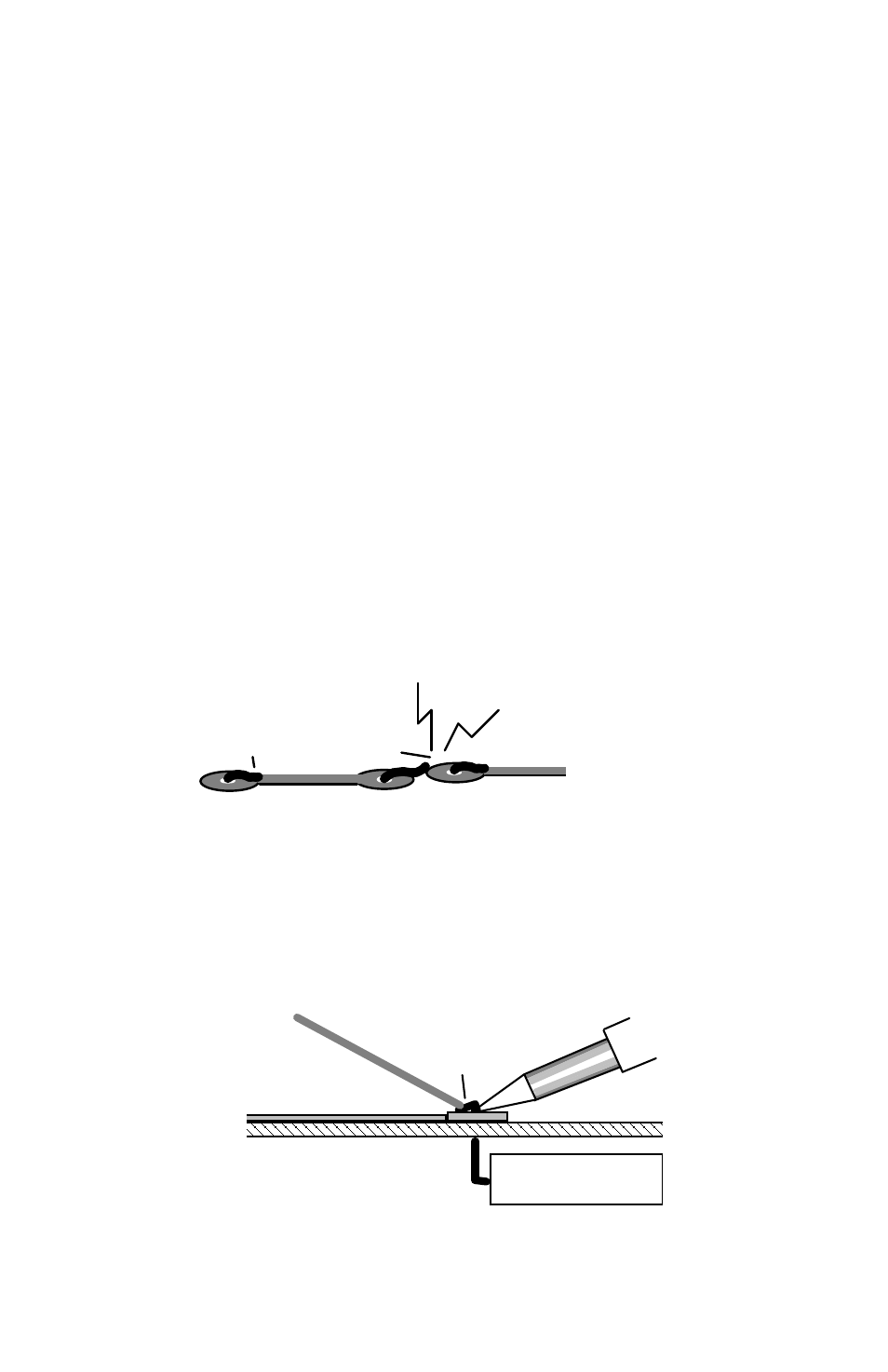
Applying Heat:
Place the iron tip so it contacts both the component lead and
pad. The objective is to heat both metal surfaces simultaneously. After about 1
second, apply solder to the opposite side of the wire from the iron tip (see
below). The solder should melt due to contact with the solderable surfaces, and
not from contact with the iron itself. Never melt solder on a connection by
touching it to the iron tip!
Solder
Tip
Solder shouldn't make
direct contact with
iron tip.
Iron