Stainless steel 100a n, Plasma / h, 0 shield – Tweco XT-300 Torch Data for Distributor UltraCut-100 AG User Manual
Page 15
Manual 0-4730 Rev. AG
8-15
TORCH DATA
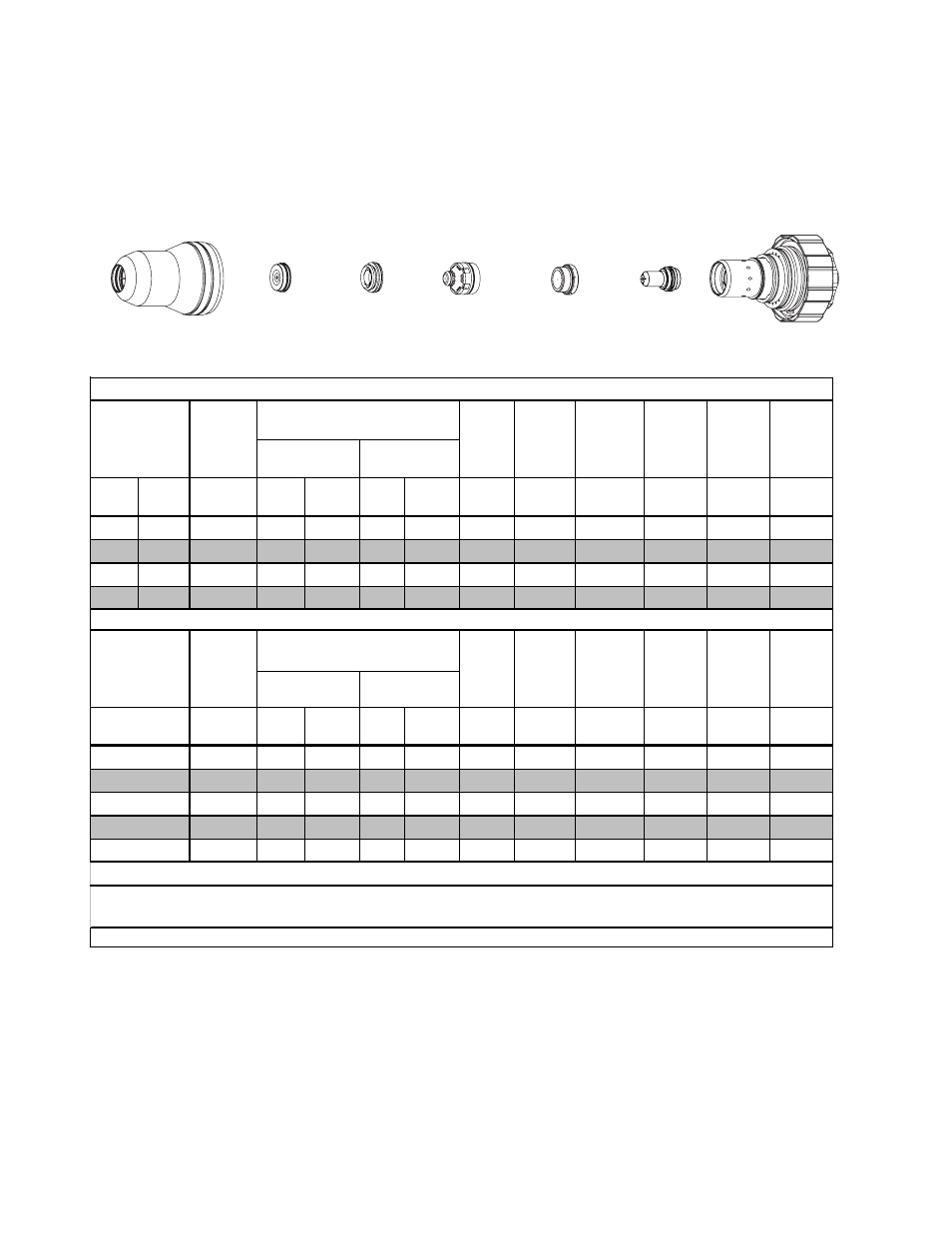
Stainless Steel
100A
N
2
Plasma / H
2
0 Shield
Cartridge
21-1020
Electrode
21-1089
Plasma
Gas Distributor
21-1041
Tip
21-1053
Shield Cup
21-1016
Art # A-07214
Shield Cap
21-1036
Shield
Gas Distributor
21-1274
(in)
inch
(PSI)
Ball
(PSI)
Ball
(PSI) *
Volts
(in)
±0.005
(ipm)
(in)
(sec)
(in)
3/16
0.188
45
60
90
7
55
148
0.100
140
0.300
0.1
0.091
1/4
0.250
45
60
90
7
55
158
0.100
95
0.300
0.1
0.091
3/8
0.375
45
60
90
7
55
168
0.150
65
0.350
0.2
0.100
1/2
0.500
45
60
90
7
55
168
0.150
50
0.350
0.4
0.102
(Bar)
Ball
(Bar)
Ball
(Bar) *
Volts
(mm)
±0.1
(mm/min)
(mm)
(sec)
(mm)
3.1
60
6.2
7
3.8
149
2.5
3390
7.6
0.1
2.3
3.1
60
6.2
7
3.8
156
2.5
2665
7.6
0.1
2.3
3.1
60
6.2
7
3.8
163
3.8
2015
8.9
0.2
2.5
3.1
60
6.2
7
3.8
168
3.8
1595
8.9
0.3
2.6
3.1
60
6.2
7
3.8
168
3.8
1355
8.9
0.4
2.6
NOTE 1: Ohmic height sensing is not recommended with water shield.
Water on the plate interferes electrically with the ohmic sensing circuit.
10
12
* Pressure of the water supply line should be regulated by customer supplied pressure regulator
(mm)
5
6
8
Arc
Voltage
Torch
Working
Height
Travel
Speed
Initial
Piercing
Height
Kerf
Width
@ Rec.
Speed
Plasma (N
2
) Shield
(H
2
O)
Material
Thickness
Pre Flow
Pressure
(N
2
)
Cut Flow Rates / Pressures
Pierce
Delay
Kerf
Width
@ Rec.
Speed
Plasma (N
2
) Shield
(H
2
O)
NOTE 2: Water source used for H
2
O Water Shield must be demineralized.
100A Stainless Steel (N
2
/H
2
O)
Material
Thickness
Pre Flow
Pressure
(N
2
)
Cut Flow Rates / Pressures
Arc
Voltage
Torch
Working
Height
Travel
Speed
Initial
Piercing
Height
Pierce
Delay