Transtig 170pi – Tweco 170Pi Transtig User Manual
Page 24
TRANSTIG 170Pi
INSTALLATION, OPERATION AND SETUP
3-6
Manual 0-5241
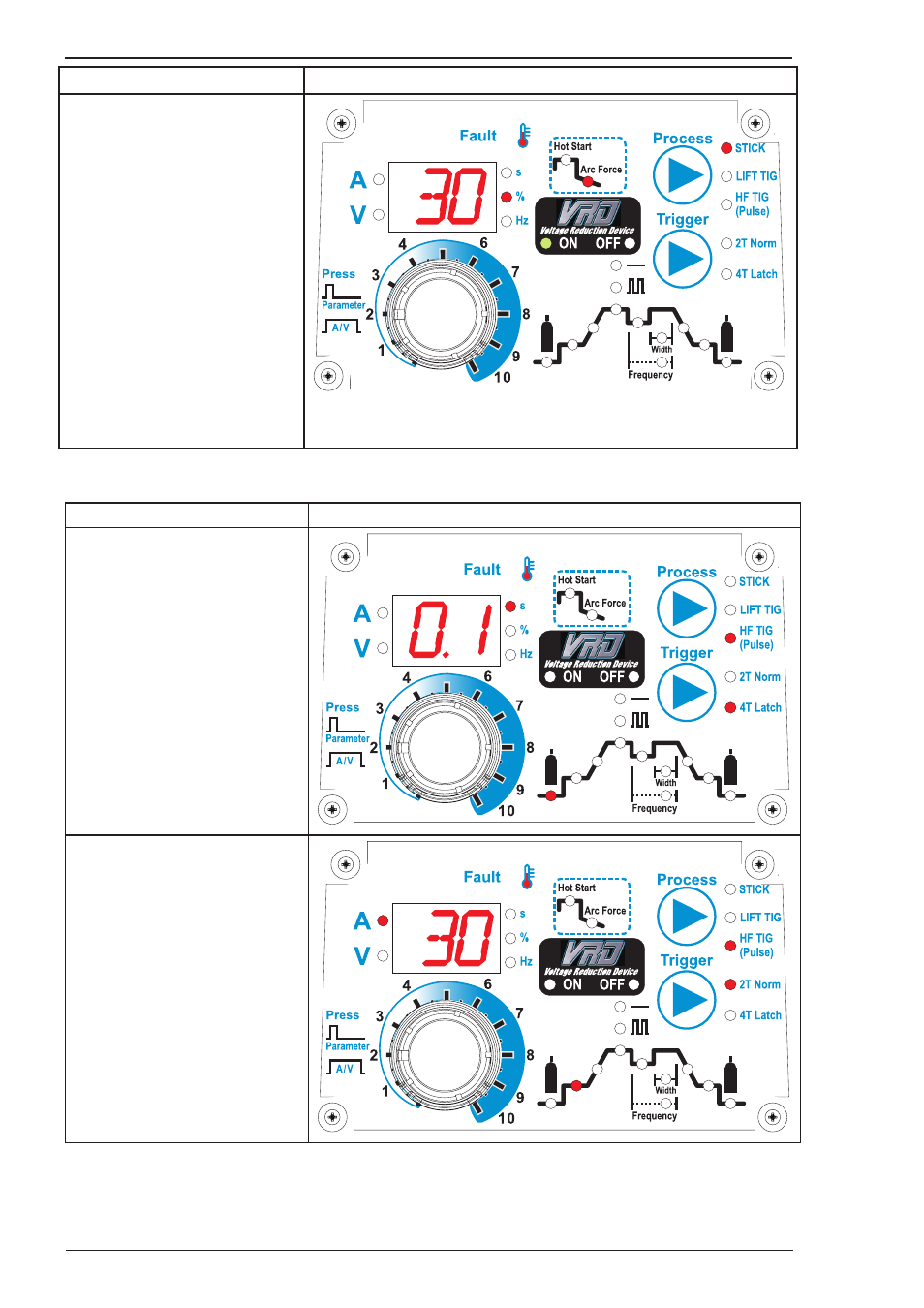
Programming Parameter
Control Panel Display
Arc Force
Arc Force is effective when in
STICK mode only. Arc Force control
provides an adjustable amount of
Arc Force (or "dig") control. This
feature can be particularly beneficial
in providing the operator the ability
to compensate for variability in
joint fit-up in certain situations with
particular electrodes. In general
increasing the Arc Force control
toward 100% (maximum Arc Force)
allows greater penetration control to
be achieved.
Range is 0 to 100%. Factory default
is 30%.
LIFT TIG and HF TIG Programming Mode
Programming Parameter
Control Panel Display
Pre Flow
This parameter operates in 2T and
4T HF TIG mode only and is used to
provide gas to the weld zone prior
to striking the arc, once the torch
trigger switch has been pressed.
This control is used to dramatically
reduce weld porosity at the start of
a weld.
Range is 0.0 to 5.0 seconds.
Factory default is 0.1 second.
Initial Current
This parameter operates in TIG
modes only and is used to set the
start current for TIG. In 4T mode
the Initial Current remains on until
the torch trigger switch is released
after it has been depressed. In 2T
mode this is the Initial Current for
the Up Slope current ramp.
Range is 5 to 170A. Factory default
is 30A.