0 basic tig welding guide – Tweco 185TSW DC CC User Manual
Page 37
37
7.0 BASIC TIG WELDING GUIDE
7.01 Explanation of “Fluttery Arc” when AC TIG Welding on Aluminum
The following will assist in understanding the phenomenon of Arc Flutter, also referred to as Arc
Rectification.
The basic thesis is that the fluttering is caused by lack of oxide in the weld pool.
The oxide layer on the plate reduced the energy for electron emission. Electron emission from the
weld pool (DC+) causes the oxide layers to be disrupted, the so-called “cleaning action”.
However once the cleaning action has produced a mirror like surface weld pool the effect of the
oxide layer is limited because the oxide layer has dissipated. This makes electron emission from
the weld pool more difficult and increases the chance of arc instability.
This idea is supported by the observation that once fluttering starts it can be made to stop by
working the arc away from the mirror like weld pool to an area of oxide coated material. As soon
as this is done the arc settles back to a stable condition. So while the arc is “consuming” oxide
coated plate the instability does not occur. But once the arc is stationary, the pool becomes
thoroughly “cleaned” by election emission, the fluttering begins.
Tests conducted on various types of AC TIG power sources, Fluttery Arc is not confined to one
type of power source or it’s design, both conventional and inverter types suffer from the same
problem.
AC TIG on aluminum
The Problem:
Arc appears unstable and pulses or flutters. ie. appears to rapidly change welding
current.
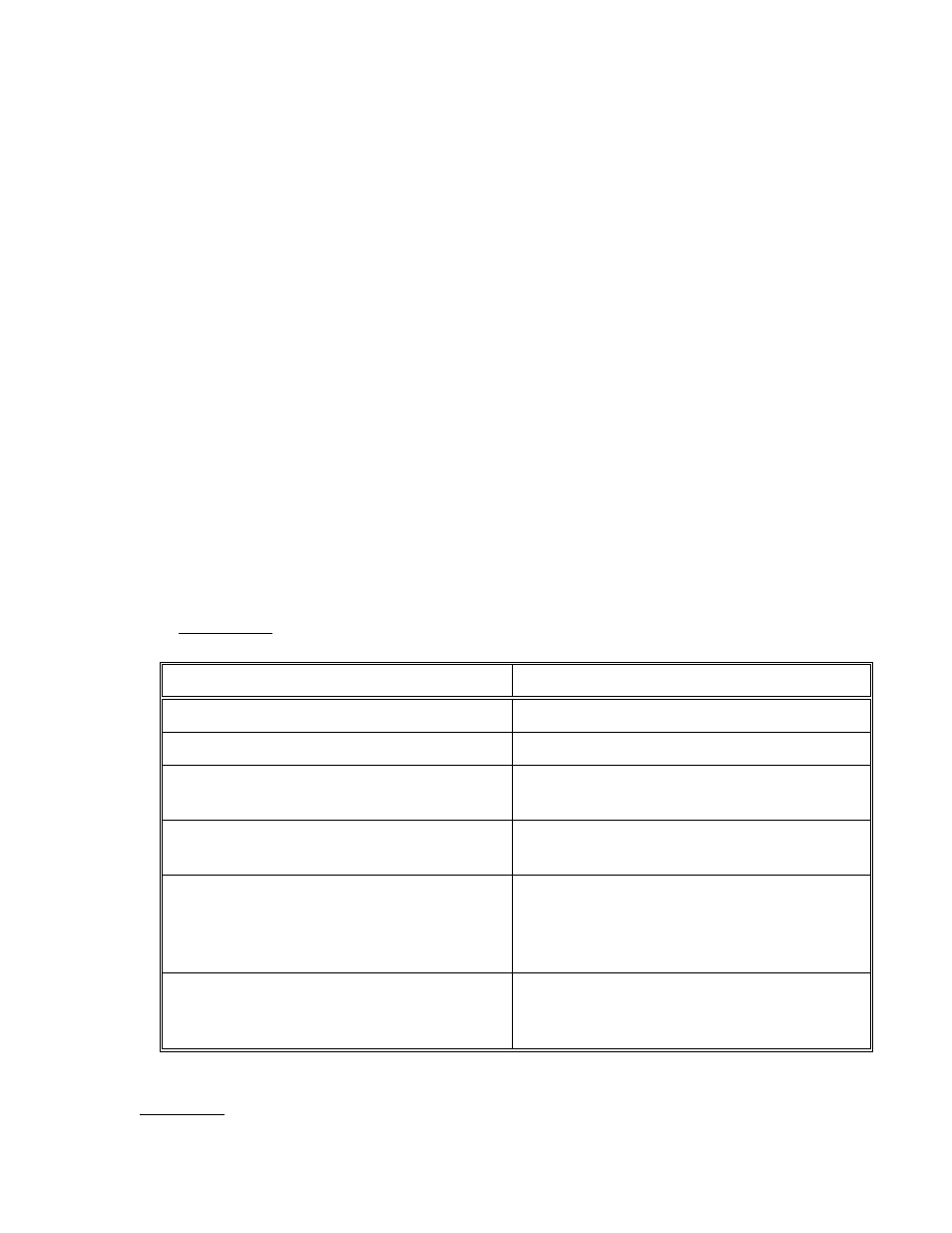
Conditions that accentuate arc flutter:
Conditions that minimizes arc flutter:
•
Cold work piece,
•
Preheat the work piece,
•
Very short arc length,
•
Increase the arc length,
•
Weld pool crater about 0.39” to 0.47”
(10 to 12mm) diameter,
•
Introduce filler rod material to the
weld pool, which introduces oxides.
•
Arc field in one spot to produce
“mirror” clean weld pool,
•
Move the weld pool around to
introduce oxides to the weld pool.
•
Increased cleaning action.
ie. Prolonged oxide emission from a
stationary weld pool increases the
likelihood of arc flutter,
•
Decrease the cleaning action by
turning the WAVE BALANCE to below
50% or move the weld pool around.
•
Accentuated when tungsten running
near its current capacity, ie. Molten
ball on end.
•
Use a larger diameter tungsten
electrode.
Table 7 – Reduction of Arc Flutter
Conclusion:
Fluttery arc in AC TIG is a physical phenomenon independent of machine design.