Operation thermal arc 161 s, 10 tig welding parameters for steel, 11 arc welding practice – Tweco 161 S UK User Manual
Page 29
OPERATION
THERMAL ARC 161 S
Manual 0-5183
4-5
4-5
Operation
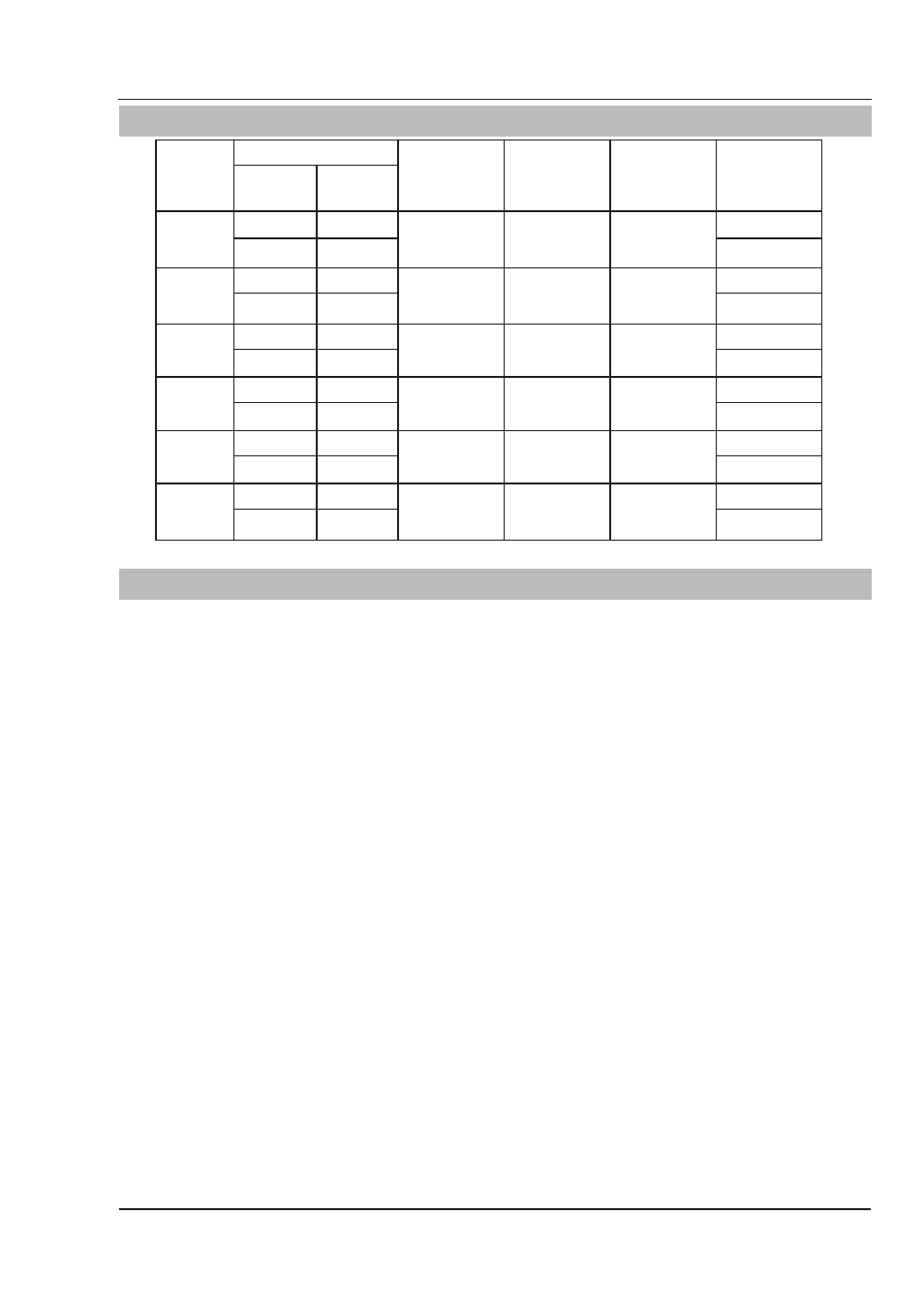
4.10 TIG Welding Parameters for Steel
Base Metal
Thickness
DC Current
Electrode
Diameter
Filler Rod
Diameter
Argon Gas Flow
Rate
Joint / Type
Mild Steel Stainless
Steel
1.0mm
(.040")
35-45
20-30
1.0mm
(.040")
1.6mm
(1/16")
5 LPM
Butt/Corner
40-50
25-35
Lap/Filler
1.2mm
(.045")
45-55
30-45
1.0mm
(.040")
1.6mm
(1/16")
6 LPM
Butt/Corner
50-60
35-50
Lap/Filler
1.6mm
(1/16")
60-70
40-60
1.6mm
(1/16")
1.6mm
(1/16")
7 LPM
Butt/Corner
70-90
50-70
Lap/Filler
3.2mm
(1/8")
80-100
65-85
1.6mm (1/16") 2.4mm ( 3/32")
7 LPM
Butt/Corner
90-115
90-110
Lap/Filler
4.8mm
(3/16")
115-135
100-125
2.4mm (3/32")
3.2mm (1/8")
10 LPM
Butt/Corner
140-165
125-150
Lap/Filler
6.4mm
(1/4")
160-175
135-160
3.2mm (1/8")
4.0mm (5/32")
10 LPM
Butt/Corner
170-200
160-180
Lap/Filler
4.11 Arc Welding Practice
The techniques used for arc welding are almost identical regardless of what types of metals are being joined.
Naturally enough, different types of electrodes would be used for different metals as described in the preceding
section.