Cutmaster a60 – Tweco A60 Cutmaster User Manual
Page 38
CUTMASTER A60
OPERATION
Manual 0-4981
4T-2
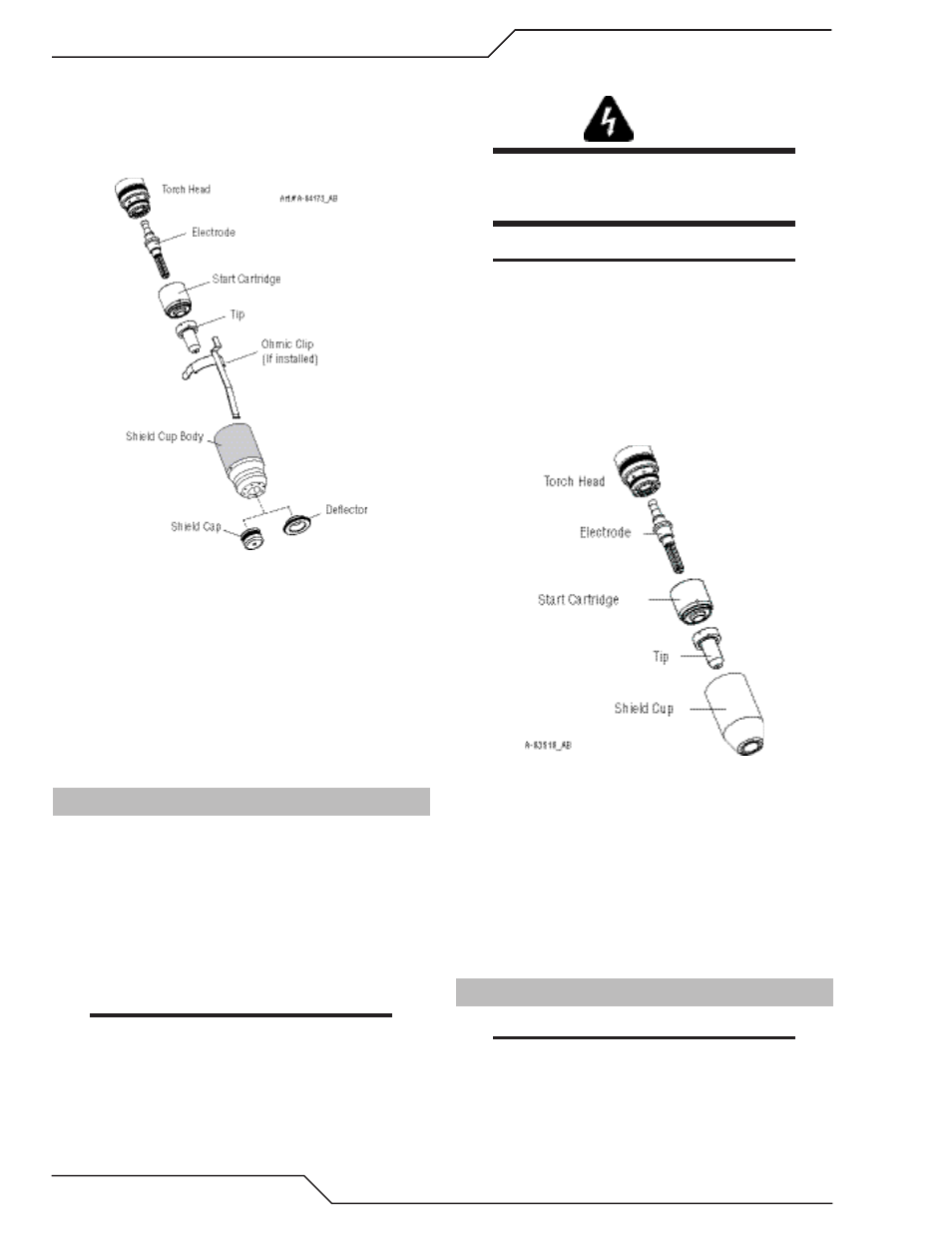
1. If attached, remove the ohmic clip then unscrew and
remove the shield cup assembly from the torch head.
Wipe it clean or replace if damaged
2. Remove the Electrode by pulling it straight out of the
Torch Head.
Automation Torch Parts
3. Install the replacement Electrode by pushing it straight
into the torch head until it clicks.
4
. Install the starter cartridge and desired tip for the
operation into the torch head.
5. Hand tighten the shield cup assembly until it is seated
on the torch head. If resistance is felt when installing
the cup, check the threads before proceeding
6. If used, attach the ohmic clip to the shield cup.
4T.03 Machine and Hand Torch Parts Selection
Depending on the type of operation to be done determines the
torch parts to be used.
Type of operation:
Drag cutting, standoff cutting or gouging
Torch parts:
Shield Cup, Cutting Tip, Electrode and Starter Cartridge
NOTE
Torch Parts Selection" and following for additional
information on torch parts.
Change the torch parts for a different operation as follows:
WARNING
Disconnect primary power at the source before
assembling or disassembling torch parts, or torch
and leads assemblies.
NOTE
The shield cup holds the tip and starter cartridge in
place. Position the torch with the shield cup facing
upward to keep these parts from falling out when
the cup is removed.
1. Unscrew and remove the shield cup assembly from
the torch head.
2. Remove the Electrode by pulling it straight out of the
Torch Head.
Torch Parts (Drag Shield Cap & Shield Cup Body Shown)
3. Install the replacement Electrode by pushing it straight
into the torch head until it clicks.
4
. Install the starter cartridge and desired tip for the
operation into the torch head.
5. Hand tighten the shield cup assembly until it is seated
on the torch head. If resistance is felt when installing
the cup, check the threads before proceeding.
4T.04 Cut Quality
NOTE
Cut quality depends heavily on setup and param-
eters such as torch standoff, alignment with the
workpiece, cutting speed, gas pressures, and
operator ability.