Cutmaster a60 – Tweco A60 Cutmaster User Manual
Page 35
CUTMASTER A60
Manual 0-4981
OPERATION
4-3
STANDOFF
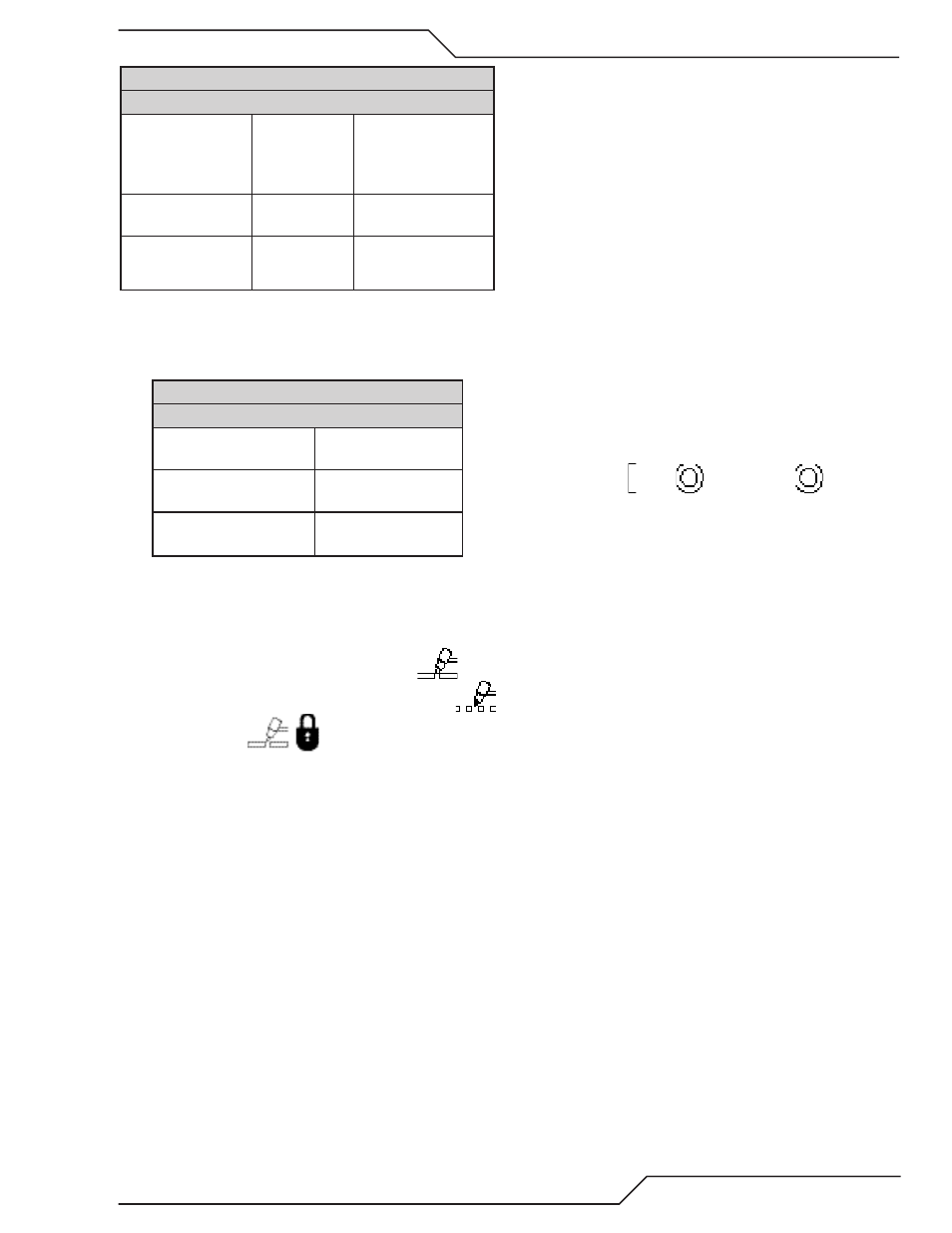
CutMaster A60 Gas Pressure Settings
Leads
Length
SL60
(Hand Torch)
SL100
(Mechanized Torch)
SL 100 SV
(Automation Torch)
Up to 25'
(7.6 m)
75 psi
5.2 bar
75 psi
5.2 bar
Each additional 25'
(7.6 m)
Add 5 psi
0.4 bar
Add 5 psi
0.4 bar
3. For Drag cutting, adjust gas pressure from 75 - 95 psi
/ 5.2 - 6.5 bar (LED's in center of control panel). Refer
to the Drag Cutting chart for pressure setting details.
DRAG
CutMaster A60 Gas Pressure Settings
Leads
Length
SL60
(Hand Torch)
Up to 25'
(7.6 m)
80 psi
5.5 bar
Each additional
25' (7.6 m)
Add 5 psi
0.4 bar
Select Current Output Level
1. Place the Function Control Knob in one
of the three operating positions available:
R
U
N
,
R A P I D A U T O R E S T A R T
or LATCH
. Gas flow stops.
2. Set the output current to desired amperage with the
Output Current Control Knob.
Cutting Operation
When the torch leaves the workpiece during cutting opera-
tions with the Function Control Knob in the RUN position,
there is a brief delay in restarting the pilot arc. With the
knob in the
RAPID AUTO RESTART position, when
the torch leaves the workpiece the pilot arc restarts in-
stantly, and the cutting arc restarts instantly when the pilot
arc contacts the workpiece. (Use the 'Rapid Auto Restart'
position when cutting expanded metal or gratings, or in
gouging or trimming operations when an uninterrupted
restart is desired). And with the knob in the LATCH posi-
tion the main cutting arc will be maintained after the torch
switch is released.
Typical Cutting Speeds
Cutting speeds vary according to torch output amperage,
the type of material being cut, and operator skill. Refer to
Sections "4T.08
Recommended Cutting Speeds for
Machine and Automated Torches With Exposed Tip" and
following for greater details.
Output current setting or cutting speeds may be reduced
to allow slower cutting when following a line, or using
a template or cutting guide while still producing cuts of
excellent quality.
Postflow
Release the trigger to stop the cutting arc. Gas continues
to flow for approximately 20 seconds. During post - flow, if
the user moves the trigger release to the rear and presses
the trigger, the pilot arc starts. The main arc transfers to
the workpiece if the torch tip is within transfer distance to
the workpiece.
Shutdown
Turn the ON / OFF
switch to OFF
(down). All
Power Supply indicators shut OFF. Unplug the input power
cord or disconnect input power. Power is removed from
the system.