06 gas selection, 06 gas selection -3 – Tweco Maximizer 300 Torch for BNFL User Manual
Page 21
Manual 0-2990
3-3
INSTALLATION
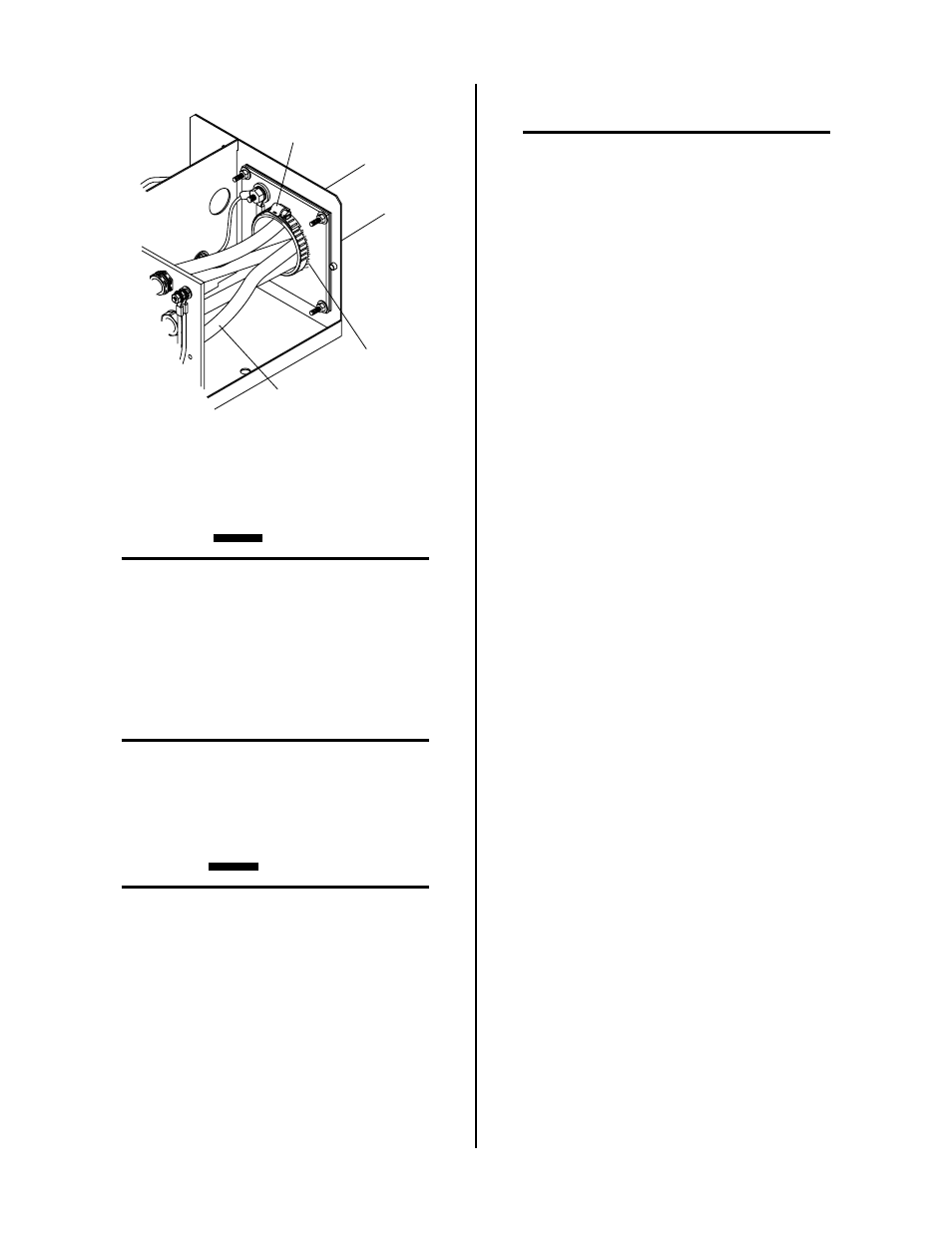
Hose Clamp
Shield Braid
Under Clamp
Torch Leads
A-01443
Figure 3-4 Hose Clamp Installation
9. Check the torch for proper parts assembly.
CAUTION
The torch parts (gas distributor, electrode, tip, and
shield cup) must correspond with plasma and sec-
ondary selection, output current level, and type of
operation (cutting or gouging). Refer to Section
4.04, Torch Parts Selection.
10. Connect the Torch Supply Leads components to
the Arc Starter Box (see NOTE).
NOTE
Refer to the Arc Starter Box Instruction Manual
0-2572 for details on making connections.
3.06 Gas Selection
CAUTIONS
Maximum input gas pressure must not exceed 125
psi (8.6 bar)
Air supply must be free of oil, moisture, and other
contaminants. Excessive oil and moisture may
cause double-arcing, rapid tip wear, or even com-
plete torch failure. Contaminants may cause poor
cutting performance and rapid electrode wear.
The type of operation will determine the best gases to be
used. Refer to the following and select the plasma and
secondary gases that best fit the operation(s):
A. Plasma Gases
NOTE
Refer to Appendix 2, Cutting Speed Charts, for
proper gas pressure and flow rates.
1. Air Plasma
• Most often used on ferrous or carbon base materi-
als to obtain good quality at faster cutting speeds.
• Air plasma is normally used with air secondary.
• Only clean, dry air is recommended for use as
plasma gas. Any oil or moisture in the air supply
will substantially reduce torch parts life.
• Provides satisfactory results on nonferrous materi-
als.
2. Nitrogen (N2) Plasma
• Provides better cut quality on nonferrous materials
such as stainless steel and aluminum.
• Can be used in place of air plasma with air second-
ary or carbon dioxide (CO
2
).
• Provides much better parts life than air.
• A good clean welding grade nitrogen should be
used.
3. Argon/Hydrogen (Ar/H2) Plasma
• Recommended for use on 3/4 in (19 mm) and thicker
stainless steel. Recommended for 1/2 inch (12 mm)
and thicker nonferrous materials. Ar/H2 is not nor-
mally used for thinner nonferrous materials because
less expensive gases can achieve similar cut qual-
ity.
• Poor cut quality on ferrous materials (carbon steel).
• Provides faster cutting speeds and high cut quality
on thicker materials to offset the higher cost.
• A 65% argon/35% hydrogen mixture should be
used.
4. Oxygen (O
2
) Plasma
• Oxygen is recommended for cutting ferrous mate-
rials (carbon steel).
• Provides faster cutting speeds.
• Provides very smooth finishes and minimizes ni-
tride build-up on cut surface (nitride build-up can
cause difficulties in producing high quality welds
if not removed).