ROHM OV / OVS - oil-operated cylinders User Manual
Page 21
Allgemeines zur Spann-
wegüberwachung
D Der Spannweg des Zy-
linders wird unter Um-
ständen durch den Kol-
benhub des Spannfut-
ters bestimmt (Futter-
kolbenhub = Zylinder-
kolbenhub).
D Die Endschalter ein-
stellen entsprechend
dem Arbeitsbereich des
Spannfutters bzw. ent-
sprechend den Schalt-
funktionen, die vom
Maschinenhersteller
gefordert werden.
D Bei Spannfuttern mit
schnellwechselbaren
Grundbacken muß die
Spannwegkontrolle in
Verbindung mit der Ma-
schine elektrisch so ab-
gesichert werden, daß
die Spindel bei der Stel-
lung ”Backenwechsel”
nicht anlaufen kann.
D Wird das Spannmittel
gewechselt, muß die
Hubkontrolle auf die
neue Situation abge-
stimmt werden.
Funktionsprobe:
In der Regel ist nach
Herstellen der
Betriebsbereitschaft des
Zylinders eine Funktion-
sprobe zu empfehlen.
Dazu
D einen niedrigeren
Druck (ca. 5 bar) am
Hydrauliksystem
einstellen,
D bei montiertem Futter
die erreichten Stellun-
gen der dadurch
betätigten Futterele-
mente (Backen, Spitze,
Mitnehmer o. ä.) mit
den vorgegebenen
Werten auf der entspre-
chenden Futterzeich-
nung vergleichen.
D die erreichten Stellun-
gen der Schaltscheibe
überprüfen.
Bei abweichenden
Maßen sind die Ursa-
chen zu erforschen und
evtl. Differenzen sofort
abzustellen.
General about stroke
control
D Depending on the de-
sign, the chucking tra-
vel of the cylinder may
be determined by the
piston stroke of the la-
the chuck (chuck piston
stroke = cylinder piston
stroke).
D Set the limit switches to
suit the working range
of the lathe chuck or the
switching functions re-
quired by the manufac-
turer of the machine.
D If lathe chucks with
quick-change base
jaws are used, an elec-
tric interlock must pre-
vent the machine
spindle from starting in
the ”jaw change” posi-
tion.
D When the clamping de-
vice has been changed,
the stroke control must
be adjusted to the new
condition.
Functional check:
Generally, the function
should be checked as
soon as the cylinder is
ready for working.
For this purpose,
D set a low pressure
(approx. 5 bars) at the
hydraulic system
D with the chuck being
mounted, compare the
obtained positions of
the operated chuck ele-
ments (jaws, center,
driver, etc.) with the val-
ues on the relevant
chuck drawing.
D check the positions ob-
tained by the switch
plate.
In case of measurement
deviations, determine
their cause and immedi-
ately eliminate possible
differences.
Informations générales
pour la surveillance de
la course de serrage
D La course de serrage
du cylindre peut être
déterminée, á la ri-
gueur, par la course du
mandrin de serrage
(course du piston du
mandrin = course du
piston du cylindre).
D Régler les dispositifs de
fin de course en fonc-
tion du rayon d’action
du mandrin de serrage
ou en conformité avec
les fonctions de com-
mande exigées par le
constructeur de la ma-
chine.
D Sur les mandrins avec
semelles à change-
ment rapide, le côntrôle
de la course de serrage
sera assuré électrique-
ment en liaison avec la
machine, de façon à
s’opposer à la mise en
route de la broche à la
position “Changement
des semelles”.
D Si le dispositif de ser-
rage est remplacé, le
contrôle de course doit
être adapté à la nou-
velle situation.
Essai:
Il est conseillé de procéder
à un essai une fois que le
vérin est prêt à fonctionner.
Pour ce faire,
D régler sur une pression
basse (env. 5 bar) sur le
système hydraulique,
D lorsque le mandrin est
monté, comparer les
positions atteintes par les
éléments du mandrin ac-
tivés (mâchoires, pointe,
toc d’entraînement p. ex.)
avec les valeurs pres-
crites sur le plan corres-
pondant du mandrin,
D contrôler les positions at-
teintes de la rondelle de
commande.
Lorsque les cotes sont di-
vergentes, en rechercher
les causes et éliminer im-
médiatement les diffé-
rences.
Informazioni generali
sul controllo corsa
D Eventualmente, il movi-
mento di serraggio del
cilindro viene determi-
nato dalla corsa dello
stantuffo dell’autocen-
trante (corsa stantuffo
autocentrante-corsa
stantuffo cilindro).
D Registrare i finecorsa in
base al campo di lavoro
dell’autocentrante e/o
in base alle funzioni di
commutazione richie-
ste dal costruttore.
D Negli autocentranti for-
niti delle griffe base a
cambio rapido, il con-
trollo movimento di ser-
raggio, in collegamento
alla macchina, deve es-
sere protetto elettrica-
mente in modo tale da
non permettre l’avvia-
mento del mandrino
nella posizione “cambio
griffe”.
D Se si cambia il mezzo
di serraggio si deve
adattare il controllo
della corsa alla nuova
situazione.
Prova di funziona-
mento:
normalmente dopo che il
cilindro è pronto a funzio-
nare si consiglia di fare
una prova di funziona-
mento. Per fare ciò
D regolare una pressione
bassa (ca. 5 bar) al sis-
tema idraulico
D a autocentrante mon-
tato comparare le posi-
zioni raggiunte degli
elementi così attivati
(morsetti, punte, trasci-
natore ecc.) con i valori
preimpostati nel rela-
tivo disegno dell’auto-
centrante.
D controllare le posizioni
raggiunte dai dischi di-
visori
Nel caso le quote diver-
gessero sono da control-
lare le cause ed event. si
devono subito eliminare
le differenze.
En general sobre la de-
tección de carrera de
amarre
D El recorrido de suje-
ción del cilindro puede
determinarse en algu-
nos casos por la car-
rera del émbolo del
plato (carrera del
émbolo del plato = car-
rera del émbolo del ci-
lindro).
D Ajustar los interruptores
de fin de carrera según
el espacio de trabajo del
plato de sujeción o
según las funciones de
mando exigidas por el fa-
bricante de la máquina.
D En los platos con morda-
zas base de cambio
rápido, el control del re-
corrido de sujeción tiene
que asegurarse eléctri-
camente junto con la
máquina, de manera que
el husillo no pueda po-
nerse en funcionamiento
en la posición de “cam-
bio de mordazas”.
D Después de cada cam-
bio de los dispositivos de
sujeción hay que ajustar
el control de la carrera
del émbolo a las nuevas
circunstancias.
Ensayo funcional:
Normalmente se recom-
ienda un ensayo funcional
después de realizar el or-
den de marcha del cilin-
dro. Para esto:
D ajustar una presión más
baja (aprox. 5 bares) en
el sistema hidráulico.
D con mandril montado,
comparar las posiciones
alcanzadas de los ele-
mentos del mandril ac-
cionados por el cilindro
(mordazas, punta, arras-
trador o semejantes) con
los valores en el dibujo
correspondiente del
mandril.
D controlar las posiciones
alcanzadas por el disco
de posicionamiento.
Con medidas divergentes,
se habrán de investigar las
causas, y eventualmente
eliminar diferencias de in-
mediato.
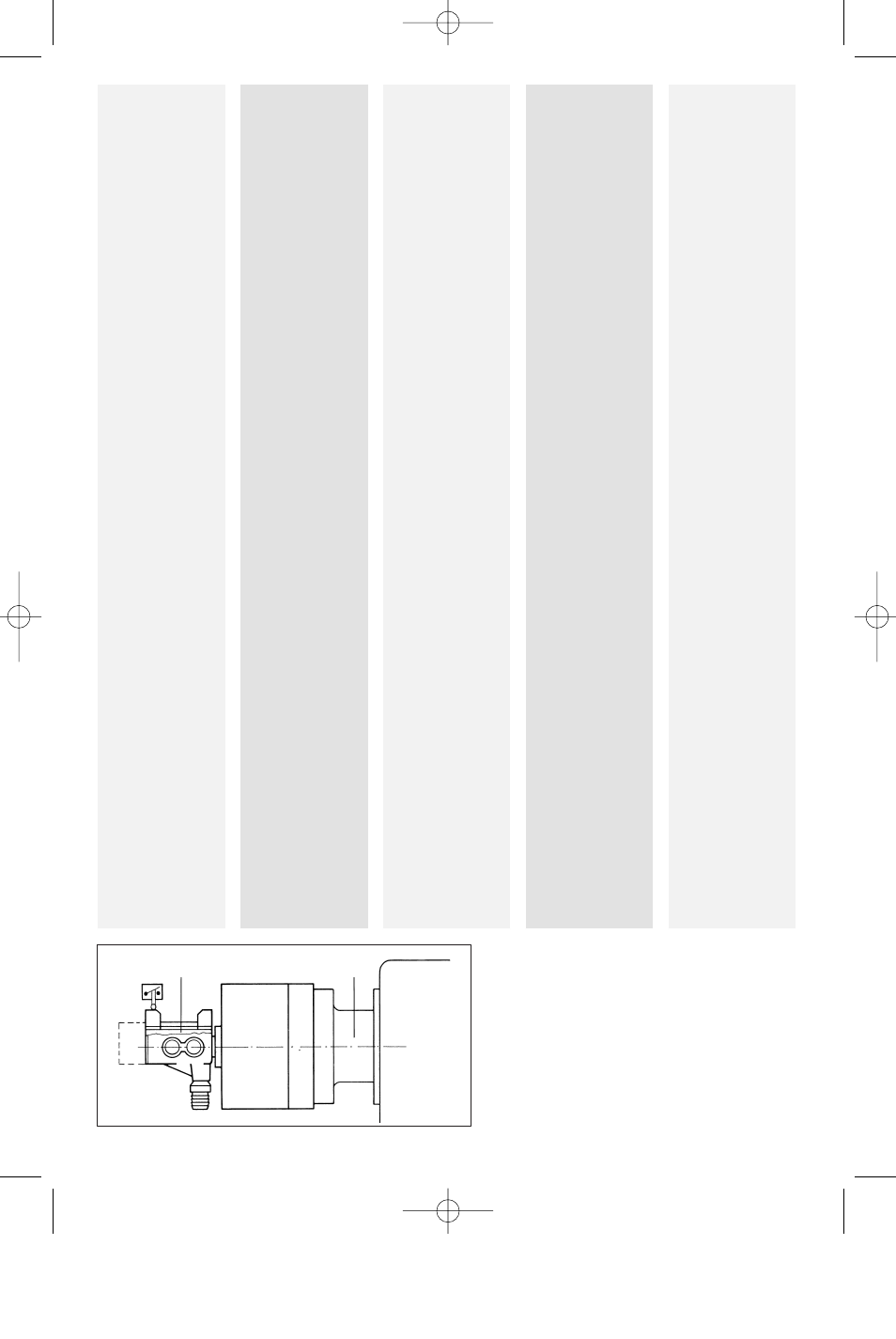
1
Verteiler stillstehend mit axialer Verschiebung
Stationary distributor with axial displacement
Distributeur immobile avec déplacement axial
Distributore fermo con spostamento assiale
Distribuidor parado con desplazamiento axial
2
Aufnahmeflansch – Adaptor plate – Bride de fixation
Flangia di supporto – Brida de alojamiento
Nur – only – uniquement – solo – sólo OVS
1
2
21
1
2
ovs01-28.qx1 27.08.2001 14:23 Uhr Seite 21