Cashco DA1 User Manual
Page 11
11
IOM-DA1
9. Metal Diaphragm Designs:
a. Install new diaphragm gasket (37) onto
body (23) diaphragm fl ange.
b. Position diaphragm(s) (9) onto body's
(23) diaphragm fl ange with bolt holes
aligned.
c. Position upper diaphragm pressure plate
(8) onto center top of diaphragm(s) (9)
with hub upwards.
10. Place a small amount of heavy grease into
the adjusting screw (1) threaded opening of
spring chamber (4). Reengage both adjust-
ing screw (1) and its lock nut (2) with spring
chamber (4). Allow end of adjusting screw to
protrude into interior approximately 1/2 inch
(12 mm).
11. Place range spring (6) centered on upper
di a phragm pressure plate (8).
12. Place a dab of heavy grease in the recess of
the spring follower (5). Place spring follower
on upper end of range spring (6).
13. Aligning matchmarks and bolt holes, place
spring chamber (4) over range spring (6). If
spring chamber (4) fl ange reaches body (23)
fl ange without a gap, remove and lower ad-
just ing screw (1) deeper into spring chamber
(4) cavity another 1/4 inch. Repeat this pro-
ce dure until the adjusting screw (1) keeps the
two fl anges form touching by approximately
1/8 inch (3 mm). NOTE: For metal diaphragm
con struc tion, if fl ang es do not come to geth er
equal ly, the upper di a phragm pres sure plate
(8) may be off-center. Remove spring cham ber
(4) and reposition upper di a phragm pres sure
plate (8) until the spring chamber (4) comes
down evenly on all sides.
14. Reinstall
all
fl ange bolts (11) and nuts (12) with
nameplate (99) located under one bolthead.
Hand-tighten nuts (12).
NOTE: If a six-ply diaphragm is being used,
it is important that the diaphragm (9) is “pre-
formed” – pulled together to remove as much
entrapped air as possible and allow formation
of a diaphragm (9) convolution. Starting with
the body bolts and nuts (11,12) hand tight ened,
“preforming” can be accomplished by any one
of the following techniques:
a. Relax range spring fully by rotating
ad just ing screw CCW.
b. Apply 30 psig (2.1 Barg) pressure to the
valve outlet.
OR
Block the valve outlet and apply 30 psig
(2.1 Barg) under the di a phragm through
the 1/4" NPT (plugged) external pres-
sure sens ing connection on the valve
diaphragm fl ange.
c. Leave pressure on through tightening
of bolt ing (11,12).
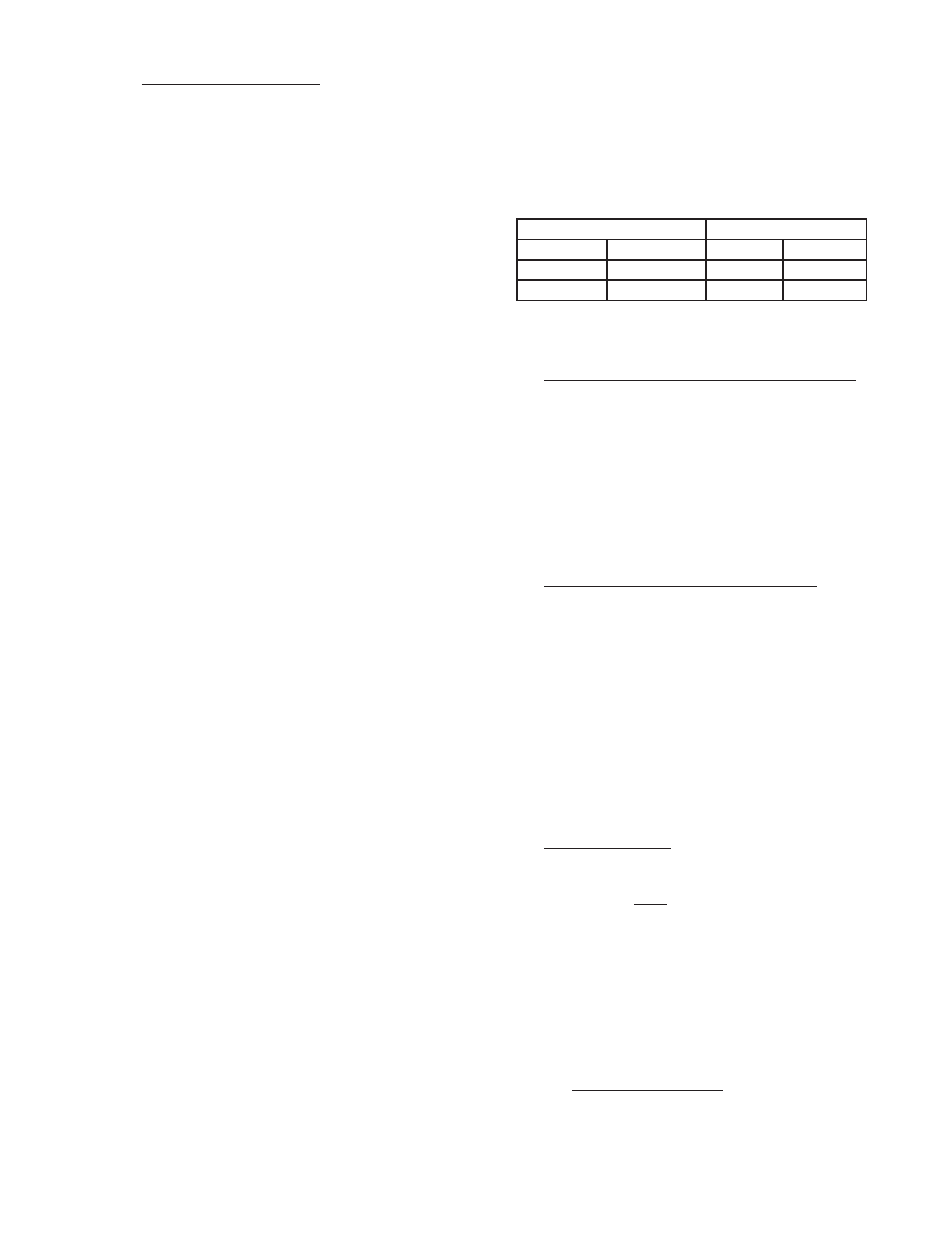
15. Evenly tighten the body bolting (11,12) in an
alternating cross pattern in one revolution
increments to the following torque value:
If supplied, remove pressure of previous
Step 14.
G. Units with Supported Diaphragm Designs:
1. A supported diaphragm (9) construction is
designated as Opt-80 High Outlet Pressure.
2. For a Model DA1 the only “special” part to be
supplied is the spring chamber (4). This spring
chamber (4) includes a machined ledge to
support the diaphragm upon overpressure,
and prevent a bust.
H. Converting Internal/External Sensing:
1. Disassemble the regulator and remove the
diaphragm(s) (9) according to Steps 1-12 in
Part B – Main Regulator Disassembly.
2. To convert from internal to external sensing,
remove the drilled pipe plug (32) and install
a solid pipe plug. Reverse this step for con-
vert ing from external to internal sensing.
3. Reassemble the regulator according to Part
F – Main Regulator Reassembly.
I. Pressure
Testing:
1. If a hydrostatic pressure test is performed,
pressure must be applied uniformly through out
the regulator. In particular apply the same
pressure to body inlet, body outlet, and spring
chamber.
DO NOT HYDROSTATICALLY TEST WITH-
OUT SPRING CHAMBER PRESSURIZED.
NOT ADHERING WILL DO PHYSICAL IN-
TERNALS DAMAGE THAT COULD REN DER
THE UNIT INOPERABLE.
2. Inboard Leakage Test.
a. Release all range spring force by backing
out adjusting screw fully.
Body Size
Torque
in
(mm)
ft-lbs.
(Nm)
1/2"-2"
(DN15-50)
30-35
(41-47)
2 1/2"-4"
(DN65-100)
45-50
(61-69)