Pinion assembly – Spicer Drive Axles Service Manual J175-S, J190-S, J210-S, J220-S, J230-SB, W230-S User Manual
Page 15
13
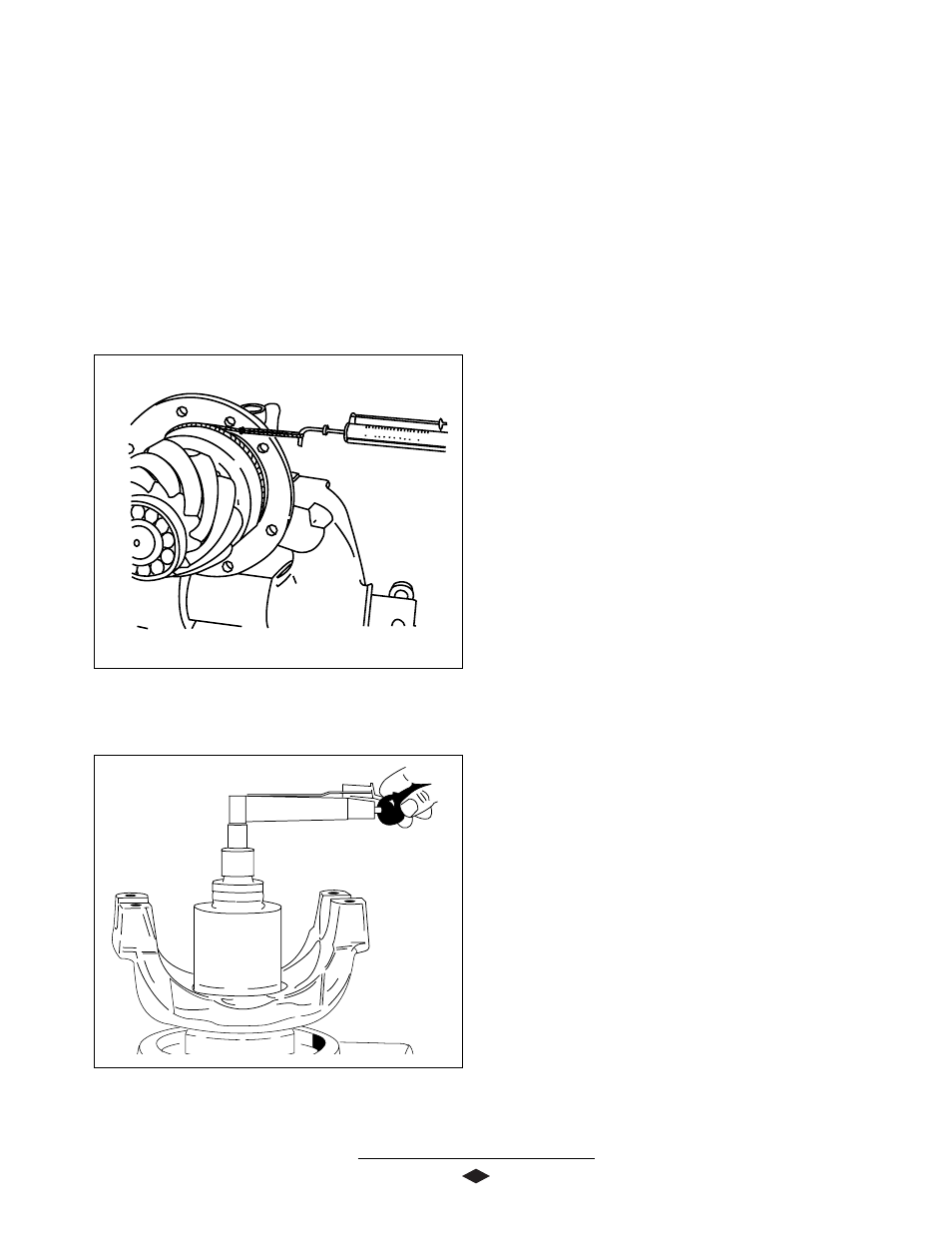
12. Measure torque to rotate with an inch-pound torque
wrench. Torque measurements
should be
taken every fourth revolution and should read
between 10-30
in-lbs of bearing preload.
SeeFigure 9.
NOTE: If bearing preload does not fall within allowed
limits, preload can be increased by using a thinner
spacer and decreased by using a thicker spacer.
.001" change in preload spacer thickness will change
torque to rotate approximately 30 in-lbs.
NOTE: Individual carriers may vary slightly.
Pinion bearing preload spacers are available in several
thicknesses. Refer to service parts booklet for kits of
commonly used preload spacers.
Always measure each spacer before assembly to ensure
correct thickness.
NOTE: Closer adjustment can be made by sanding the
next thicker spacer to desired thickness using emery
cloth on a flat surface.
CAUTION: Wash spacer thoroughly of emery
cuttings before installing on pinion.
NOTE: Spicer recommends that new torque prevailing
nuts be used.
13. Apply Loctite #680(green) to threads.
14. Install new pinion oil seal. Apply a small amount of
light grease to the seal lip. Prior to installing yoke.
15. Use torque multiplier and torque flanged hex nut to
900-1,200 Lb-Ft (1,220-1,627 N-m).
Pinion Assembly Complete
PINION ASSEMBLY
To measure preload with spring scale, clamp the end
yoke horizontally in a soft-jawed vise. Attach one end of
cord to a bolt hole in the pinion bearing cage and
attach the other end of the cord to the spring scale.
Rotate pinion cage and attach the other end of cord to
the spring scale. Rotate pinion bearing cage by pulling
scale. Read scale during fourth revolution. Scale
reading must be between 3-9 lbs.
See Figure 8.
Figure 8
Figure 9