V-belt tensioning, Leadscrews – Grizzly Vertical Milling Machines G0728 User Manual
Page 35
Model G0728–31 (Mfg. Since 11/11)
-33-
Leadscrews
Lubricant
frequency
Qty
nlgi #2 grease
Every
40 hours
of operation
thin
Coat
use a shop rag, stiff brush, and mineral spirits
to clean away debris and grime from the lon-
gitudinal, cross, and elevation leadscrews and
leadscrew nuts. apply a thin coat of lubricant to
the leadscrews, then move the table through the
full range of movement for each leadscrew to dis-
tribute the grease (see
figures 44–45).
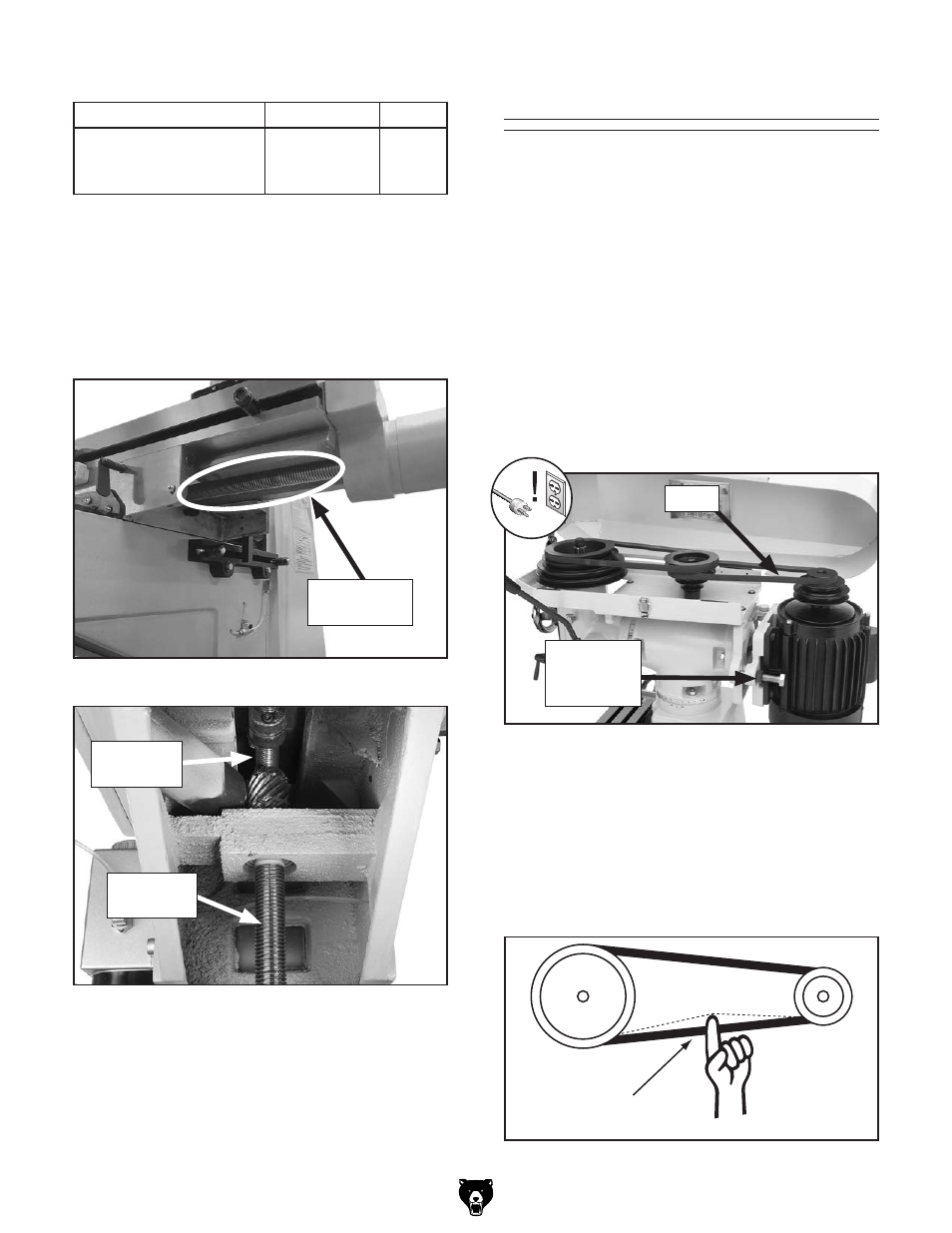
figure 45. Cross and vertical leadscrews.
Cross
leadscrew
vertical
leadscrew
V-belt Tensioning
power is transferred from the motor to the spindle
with a v-belt. With normal use, this belt will gradu-
ally stretch over time. When it does, perform the
following procedures to re-tension it.
Tools Needed
Qty
Wrench 24mm ................................................... 2
To tension the V-belt:
1. DisConnECt thE Mill FroM poWEr!
2. lift the v-belt cover, then loosen the adjust-
ment bolt jam nut near the motor (see
figure 46).
3. the v-belts tighten uniformly because of the
idler pulley. rotate the adjustment bolt until
the v-belt has approximately
1
⁄
8
" of deflection
when moderate pressure is applied midway
between the pulleys (see
figure 47), then
re-tighten the jam nut and close the v-belt
cover.
Approximately 1/8"
Deflection
figure 47. Checking for belt deflection.
figure 46. v-belt tension adjustment bolt.
v-Belt
adjustment
Bolt & Jam
nut
figure 44. longitudinal leadscrew.
longitudinal
leadscrew