11. troubleshooting − excessive penetration, 12. troubleshooting − lack of penetration, 13. troubleshooting − incomplete fusion – Hobart Welding Products HANDLER 125 User Manual
Page 40
OM-947 Page 36
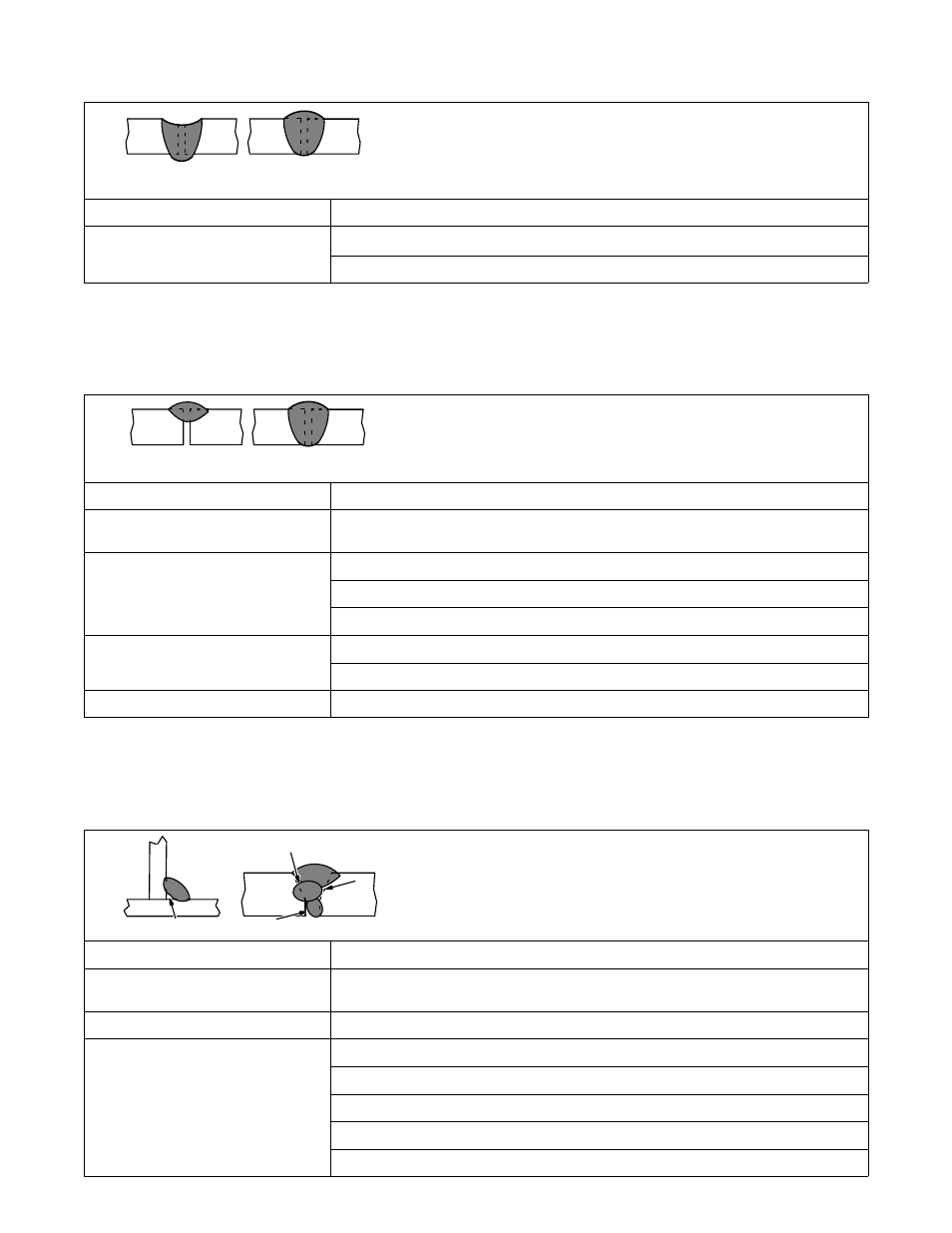
9-11. Troubleshooting − Excessive Penetration
Good Penetration
Excessive Penetration − weld metal melting through base metal
and hanging underneath weld.
Excessive Penetration
S-0639
Possible Causes
Corrective Actions
Excessive heat input.
Select lower voltage range and reduce wire feed speed.
Increase travel speed.
9-12. Troubleshooting − Lack Of Penetration
Lack Of Penetration − shallow
fusion between weld metal and
base metal.
Lack of Penetration
Good Penetration
S-0638
Possible Causes
Corrective Actions
Improper joint preparation.
Material too thick. Joint preparation and design must provide access to bottom of groove while
maintaining proper welding wire extension and arc characteristics.
Improper weld technique.
Maintain normal gun angle of 0 to 15 degrees to achieve maximum penetration.
Keep arc on leading edge of weld puddle.
Be sure welding wire extends not more than 1/2 in. (13 mm) beyond nozzle.
Insufficient heat input.
Select higher wire feed speed and/or select higher voltage range.
Reduce travel speed.
Incorrect polarity.
Check polarity required by welding wire, and change to correct polarity at welding power source.
9-13. Troubleshooting − Incomplete Fusion
Incomplete Fusion − failure of weld metal to fuse completely with
base metal or a preceeding weld bead.
S-0637
Possible Causes
Corrective Actions
Workpiece dirty.
Remove all grease, oil, moisture, rust, paint, undercoating, and dirt from work surface before
welding.
Insufficient heat input.
Select higher voltage range and/or adjust wire feed speed.
Improper welding technique.
Place stringer bead in proper location(s) at joint during welding.
Adjust work angle or widen groove to access bottom during welding.
Momentarily hold arc on groove side walls when using weaving technique.
Keep arc on leading edge of weld puddle.
Use correct gun angle of 0 to 15 degrees.