3. typical control settings – Hobart Welding Products HANDLER 125 User Manual
Page 35
OM-947 Page 31
9-3.
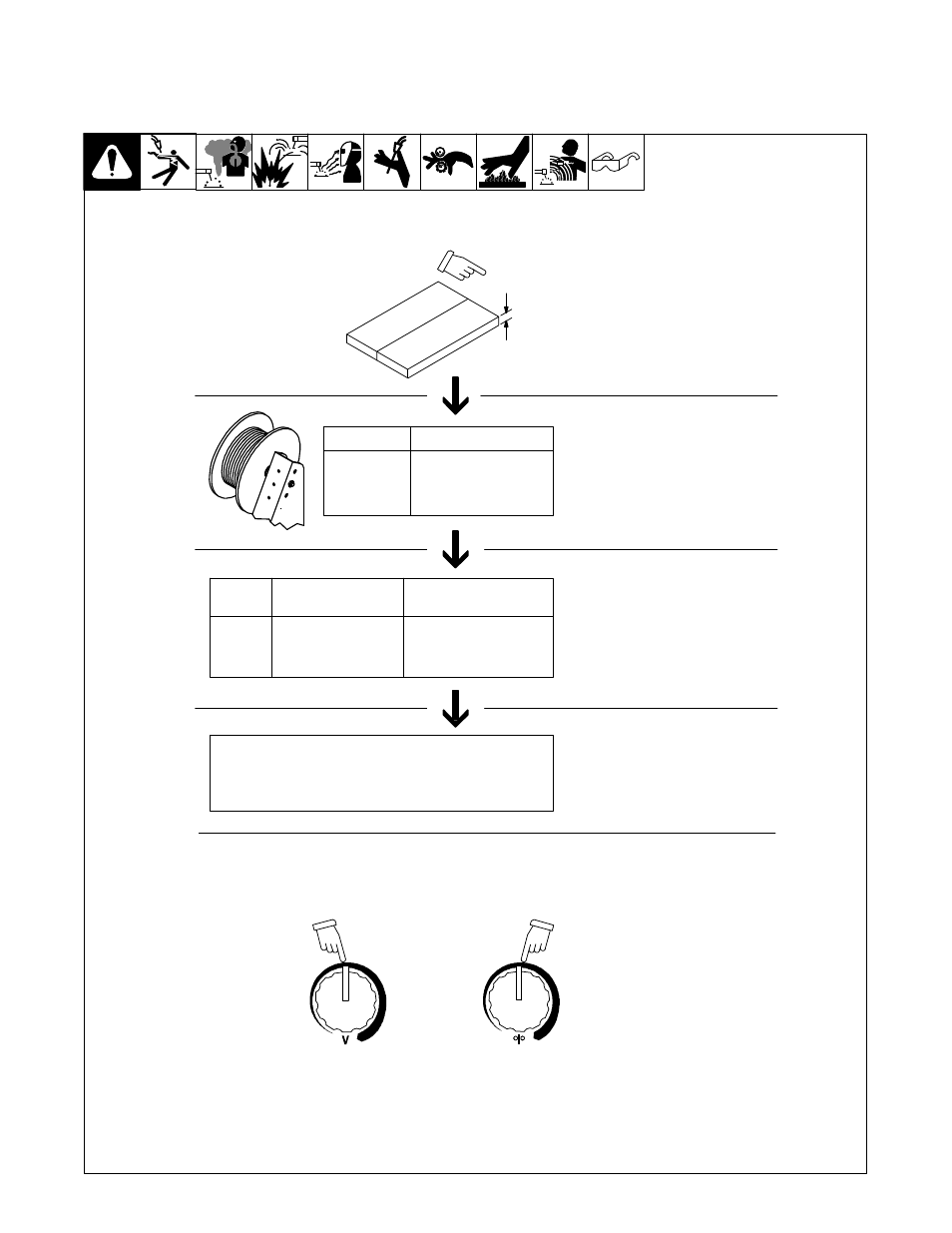
Typical Control Settings
.
These settings are guidelines only. Material and wire type, joint design, fitup, position, etc. affect settings. Test welds to be sure they comply to
specifications.
3.5 x 125 A = 437 ipm
2 x 125 A = 250 ipm
1.6 x 125 A = 200 ipm
30 − 90 A
40 − 145 A
50 − 180 A
Convert Material
Thickness to
Amperage (A)
Material thickness determines weld
parameters.
.035 in
Recommendation
Wire Speed
(Approx.)
1/8 or 0.125 in.
(0.001 in. = 1 ampere)
0.125 in. = 125 A
Wire Size
Amperage Range
0.023 in.
0.030 in.
0.035 in.
Select Wire Size
Wire
Size
0.023 in.
0.030 in.
0.035 in.
3.5 in per ampere
2 in per ampere
1.6 in per ampere
Select Wire Speed
(Amperage)
125 A based on 1/8 in.
material thickness
ipm = inches per minute
Low voltage: wire stubs into work
High voltage: arc is unstable (spatter)
Set voltage midway between high/low voltage
Select Voltage
Voltage controls height and
width of weld bead.
Wire speed (amperage) controls weld
penetration (wire speed = burn-off rate).
- XTP (16 pages)
- IRONMAN M-10 (56 pages)
- HANDLER 140 217 694E (48 pages)
- OM-1594 (68 pages)
- DP-3035 (28 pages)
- 250A (32 pages)
- 175 (52 pages)
- OM-947 (48 pages)
- CHAMP 2060 (60 pages)
- 120 (48 pages)
- OM-494 (76 pages)
- 302 (40 pages)
- DP 3035-10 (32 pages)
- CHAMPION 4500 210 597J (52 pages)
- OLYMPIC R-115 (36 pages)
- HOOD XVX (20 pages)
- HANDLER 180 (52 pages)
- STICKMATE OM-950 (40 pages)
- 3035-20 (32 pages)
- H-9A Gun (24 pages)
- HANDLER 210 (52 pages)
- OM-948 (24 pages)
- 187 (52 pages)
- AIRFORCE 375 OM-2210 (32 pages)
- ARCSTAR OM-487 (60 pages)
- 300 AC (32 pages)
- Stickmate 205 AC (2 pages)
- AIRFORCE HP-25 TORCH (36 pages)
- 1435 (60 pages)
- AIRFORCE 250A (32 pages)
- 000 OM-945 194 047U (64 pages)
- 000 OM-945 (68 pages)
- CHAMPION OM-493 (56 pages)
- CHAMPION ELITE OM-240 438E (64 pages)
- AIRFORCE OM-230 455D (36 pages)
- SPOOL GUN DP 3035-20 (32 pages)
- OLYMPIC S-62 (36 pages)
- SPOOL GUN 3035-20 (2 pages)
- STICKMATE OM-949 (36 pages)
- HANDLER 210 OM-227 978B (52 pages)
- AIRFORCE OM-928 (32 pages)
- AIRFORCE 700I (40 pages)
- IRONMAN 230 (56 pages)
- HANDLER 210 MVP (56 pages)
- ARCSTAR 280 NT (52 pages)