HEIDENHAIN TNC 320 (340 55x-04) ISO programming User Manual
Page 453
HEIDENHAIN TNC 320
453
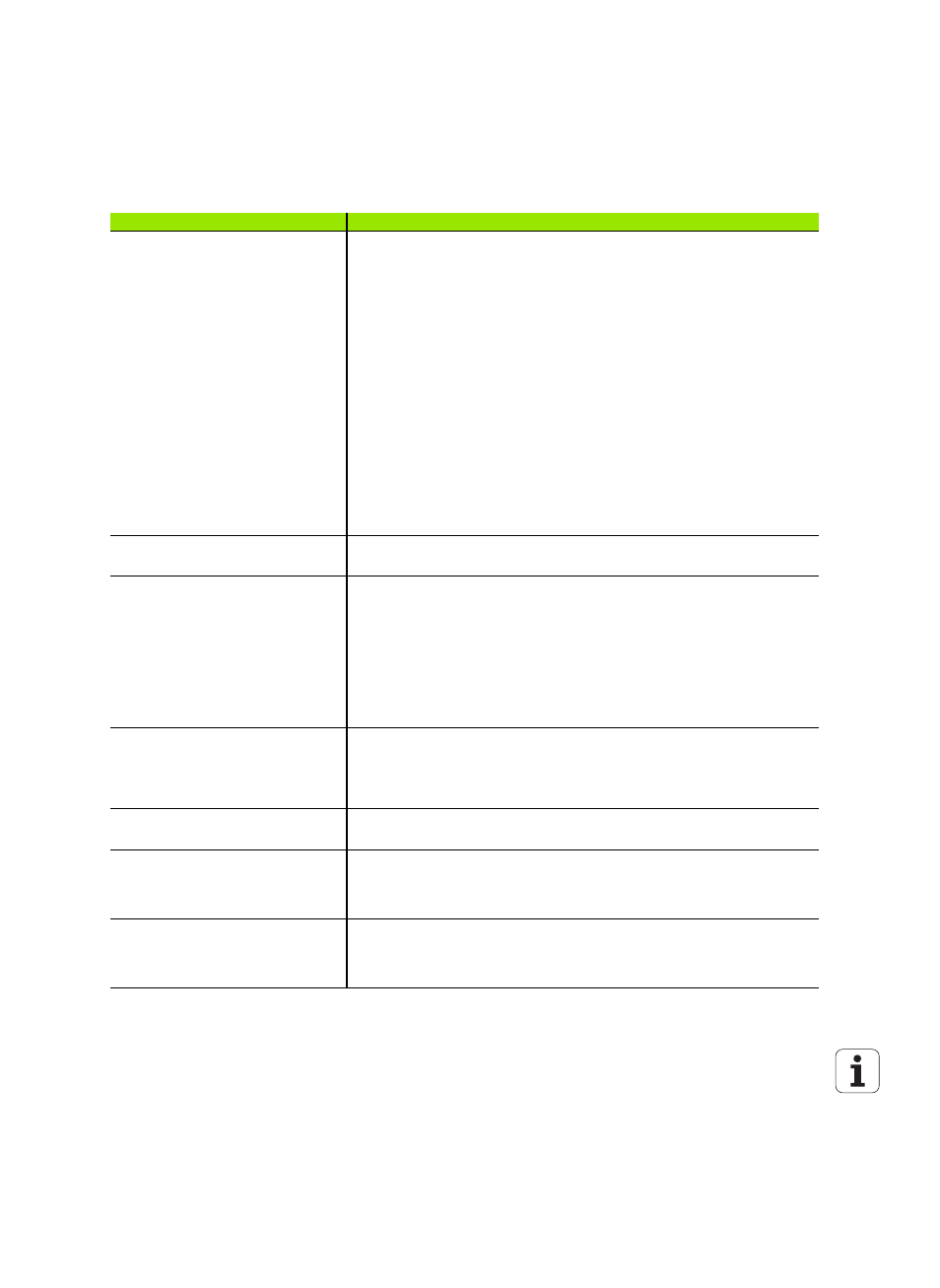
SLII Cycles 20 to 24:
Handling of coordinates and axis
values outside the working plane
Handling of islands which are not
contained in pockets
Set operations for SL cycles with
complex contour formulas
Radius compensation is active during
CYCL CALL
Paraxial positioning blocks in contour
subprogram
Miscellaneous functions M in contour
subprogram
Infeed movements in contour
subprogram
M110 (feed-rate reduction for inside
corner)
Error message is issued
Cannot be defined with complex
contour formula
Real set operation possible
Error message is issued
Error message is issued
Error message is issued
Error message is issued
Function does not work within SL
cycles
Axes that are outside the working
plane in the contour description are
ignored
Restricted definition in complex
contour formula is possible
Only restricted performance of real
set operation possible
Radius compensation is canceled,
program is executed
Program is executed
M functions are ignored
Infeed movements are ignored
Function also works within SL cycles
SLII Contour Train Cycle 25: APPR/DEP
blocks in contour definition
Not allowed, machining of closed
contours is more coherent
APPR
/DEP blocks are allowed as contour
elements
General cylinder surface machining:
Contour definition
Offset definition on cylinder surface
Offset definition for basic rotation
Circle programming with C/CC
APPR
/DEP blocks in contour definition
With X/Y coordinates, independent of
machine type
With datum shift in X/Y, independent
of machine type
Available function
Available function
Function not available
Machine-dependent, with existing
rotary axes
Machine-dependent datum shift in
rotary axes
Function not available
Function not available
Available function
Cylinder surface machining with
Cycle 28:
Complete roughing-out of slot
Definable tolerance
Available function
Available function
Function not available
Available function
Cylinder surface machining with
Cycle 29
Direct plunging to contour of ridge
Circular approach to contour of ridge
Cycles 25x for pockets, studs and slots
In limit ranges (geometrical conditions
of tool/contour) error messages are
triggered if plunging movements lead
to unreasonable/critical behavior
In limit ranges (geometrical conditions
of tool/contour), vertical plunging is
used if required.
Touch probe cycles for datum setting
(manual and automatic cycles)
Cycles can only be executed if the tilted
working plane function is inactive, the
datum shift is inactive and rotation with
Cycle 10 is inactive
No restrictions in connection with
coordinate transformations
Function
TNC 320
iTNC 530