HEIDENHAIN TNC 320 (340 55x-04) ISO programming User Manual
Page 304
304
Programming: Multiple Axis Machining
1
1
.2 The PLANE F
unction: Tilting the W
o
rk
ing Plane (Sof
tw
ar
e Option 1)
Selection of alternate tilting possibilities: SEQ +/– (entry
optional)
The position you define for the machining plane is used by the TNC to
calculate the appropriate positioning of the rotary axes present on the
machine. In general there are always two solution possibilities.
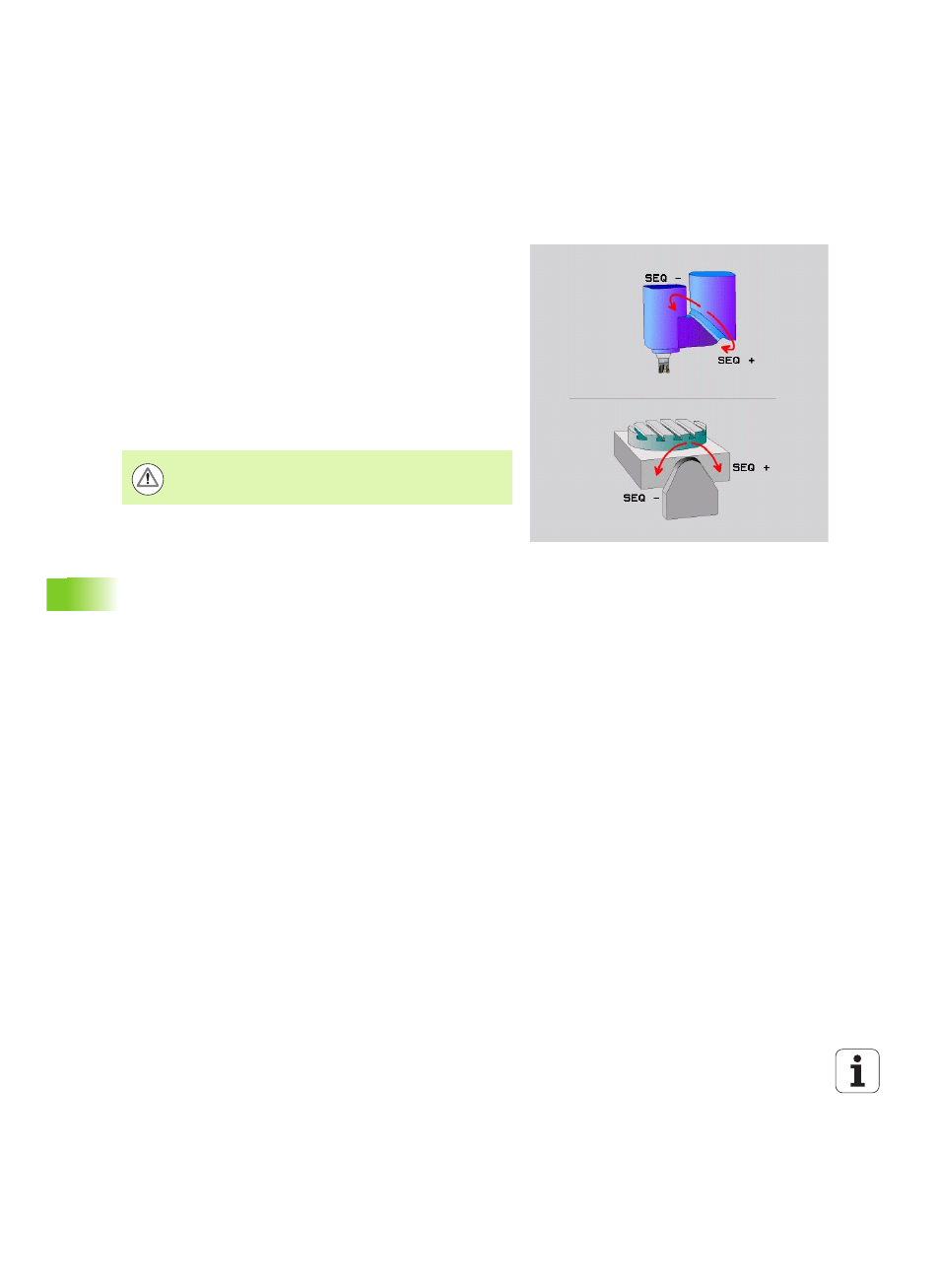
Use the SEQ switch to specify which possibility the TNC should use:
SEQ+
positions the master axis so that it assumes a positive angle.
The master axis is the 1st rotary axis from the tool, or the last rotary
axis from the table (depending on the machine configuration (see
figure at top right)).
SEQ-
positions the master axis so that it assumes a negative angle.
If the solution you chose with SEQ is not within the machine’s range of
traverse, the TNC displays the Entered angle not permitted error
message.
If you do not define SEQ, the TNC determines the solution as follows:
1
The TNC first checks whether both solution possibilities are within
the traverse range of the rotary axes.
2
If they are, then the TNC selects the shortest possible solution.
3
If only one solution is within the traverse range, the TNC selects
this solution.
4
If neither solution is within the traverse range, the TNC displays
the Entered angle not permitted error message.
When the PLANE AXIAL function is used, the PLANE RESET
switch is nonfunctional.