Workpiece presetting with axis keys, 4 d a tu m set ting without a 3-d t o uc h pr obe – HEIDENHAIN TNC 320 (340 55x-04) ISO programming User Manual
Page 319
HEIDENHAIN TNC 320
319
12.4 D
a
tu
m Set
ting without a 3-D T
o
uc
h Pr
obe
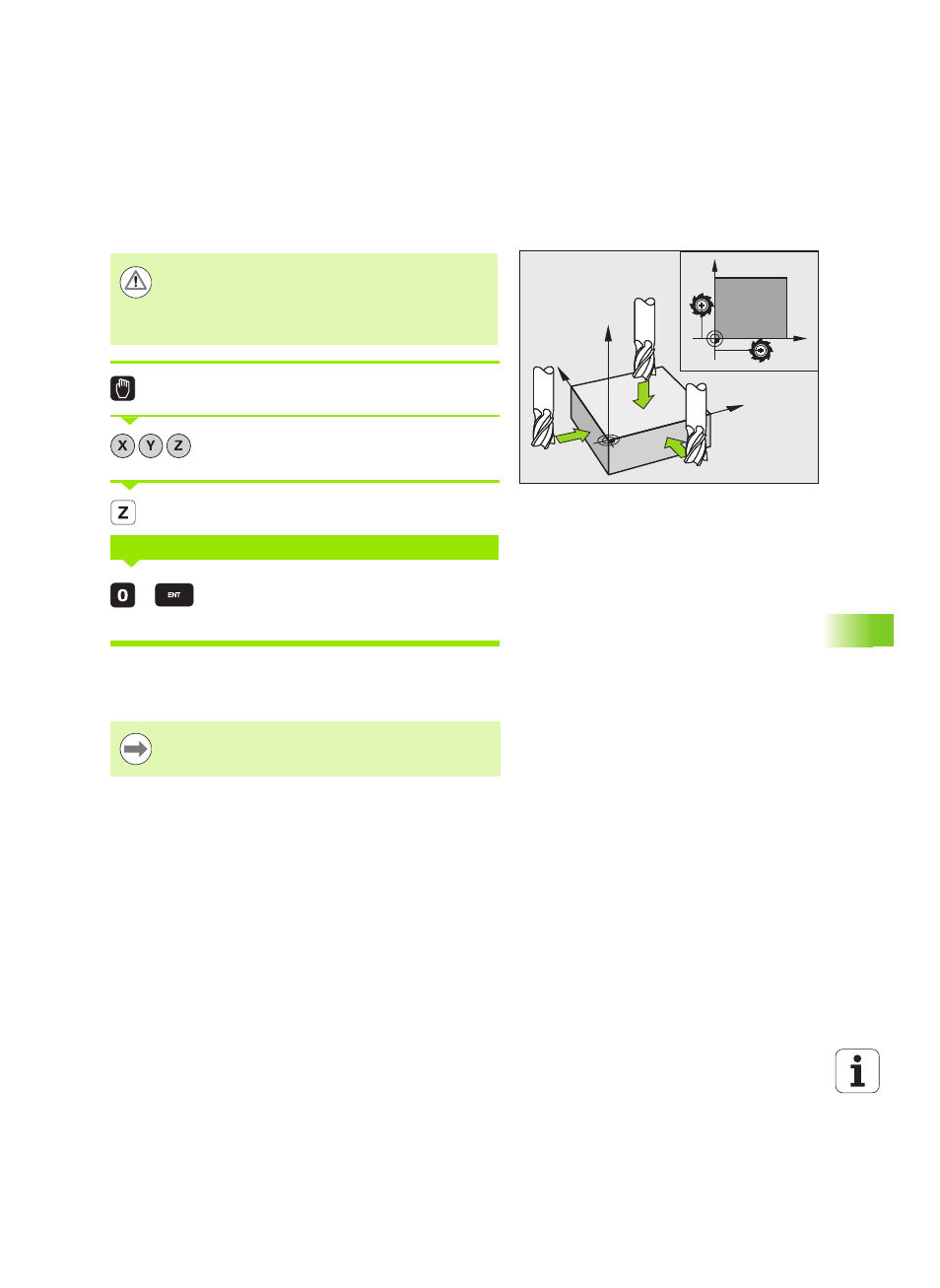
Workpiece presetting with axis keys
Select the Manual Operation mode
Move the tool slowly until it touches (scratches) the
workpiece surface
Select the axis.
Zero tool in spindle axis: Set the display to a known
workpiece position (here, 0) or enter the thickness d
of the shim. In the tool axis, offset the tool radius
Repeat the process for the remaining axes.
If you are using a preset tool, set the display of the tool axis to the
length L of the tool or enter the sum Z=L+d
Y
X
Z
X
Y
-R
-R
Fragile workpiece?
If the workpiece surface must not be scratched, you can
lay a metal shim of known thickness d on it. Then enter a
tool axis datum value that is larger than the desired datum
by the value d.
DATUM SETTING Z=
The TNC automatically saves the datum set with the axis
keys in line 0 of the preset table.
- TNC 122 User Manual (63 pages)
- TNC 122 Technical Manual (70 pages)
- TNC 360 Service Manual (157 pages)
- TNC 416 Technical Manual (510 pages)
- TNC 335 Technical Manual (581 pages)
- TNC 360 User Manual (237 pages)
- TNC 360 ISO-Programmierung (2 pages)
- TNC 415 (280 540) User Manual (227 pages)
- TNC 370D (92 pages)
- TNC 416 (289 pages)
- TNC 415 (280 540) Technical Manual (752 pages)
- TNC 415 (259 96x) Service Manual (195 pages)
- TNC 407 (280 580) User Manual (376 pages)
- iTNC 530 (340 420) Pilot (104 pages)
- TNC 407 (280 580) ISO Programming (333 pages)
- TNC 415 (280 540) Service Manual (252 pages)
- PT 880 Installation (112 pages)
- ND 100 User Manual (116 pages)
- ND 287 User Manual (147 pages)
- ND 280 Quick Start (12 pages)
- ND 200 (156 pages)
- ND 282 (10 pages)
- ND 287 Quick Start (26 pages)
- ND 282 B (39 pages)
- ND 281 A (44 pages)
- ND 281 B v.1 (53 pages)
- ND 281 B v.2 (65 pages)
- ND 221 v.2 (10 pages)
- ND 231 B v.2 (56 pages)
- ND 231 B v.1 (44 pages)
- ND 221 B v.2 (45 pages)
- ND 550 v.2 (8 pages)
- NDP 560 (10 pages)
- ND 523 (93 pages)
- ND 570 (8 pages)
- ND 750 v.2 (46 pages)
- ND 760 v.3 (72 pages)
- ND 770 v.1 (40 pages)
- ND 770 v.3 (41 pages)
- ND 760 E (44 pages)
- IOB 49 (21 pages)
- NDP 960 (68 pages)
- ND 780 Installation (132 pages)
- ND 970 (47 pages)
- ND 1100 Quick Start (36 pages)