Cable for mma welding and return current cable, The welding torch, Electrodes to be welded – Kemppi DC 2000 User Manual
Page 9: Tig dc welding, Sharpening of the electrode
Mastertig aC/DC 000, 500, 500W, 3500W/0701 –
© keMppi oy
reference max electrode diameters and yield
electrode type
yield
2000
2500, 2500W 3500W
Fe-rutile
95 %
ø 4
ø 5
ø 6
Fe-base
100 %
ø 4
ø 5
ø 6
Fe-high-yield
180 %
ø 2,5
ø 4
ø 5
250-270 % - - -
ø 4
ø 5
Ss-rutile
- - -
ø 4
ø 6
ø 6
Ss-base
- - -
ø 4
ø 6
ø 6
Ss-high-yield
150 %
ø 3,25 ø 5
ø 6
Hard facing by welding 100 %
ø 3,25 ø 5
ø 6
2.5. cable for MMa WelDing anD return
current cable
The welding cables have to be at least 16 mm
2
copper cables for Mastertig AC/DC 2000 and 25
mm
2
copper cables for Mastertig AC/DC 2500, Mastertig AC/DC 2500W and 50 mm
2
copper
cables for Mastertig AC/DC 3500W. Thinner cables will cause voltage losses and heating.
Connect the grounding clamp of the return cable carefully, preferably directly to the piece to be
welded. Use as short welding cables as possible. Unnecessarily long cables will lower the maxi-
mum output voltage of the machine. Coiling of the excess cable lowers the output voltage of the
machine especially in AC welding and decreases the ignition spark.
Clean the fastening surface of any paint and rust!
2.6. the WelDing torch
In Mastertig AC/DC 2000 and Masterig AC/DC 2500, only an gas-cooled torch can be used.
In Mastertig AC/DC 2500 W and -3500W, you can use either an gas-cooled or a water-cooled
torch. Make sure that the torch you are using is designed for the maximum welding current that
you need.
Never use a damaged torch!
2.7. electroDes to be WelDeD
With the Mastertig AC/DC power sources you can use all electrodes designed for DC or AC
welding within the current limits of the machine in question.
Mastertig AC/DC 2500, -2500W and -3500W power sources are suitable for carbon arc gouging
and cutting according to their maximum power.
2.8. tig Dc WelDing
DC– current is used typically when welding different kind of steel. We rekommend for DC–
welding a WC20 (grey) elctrode.
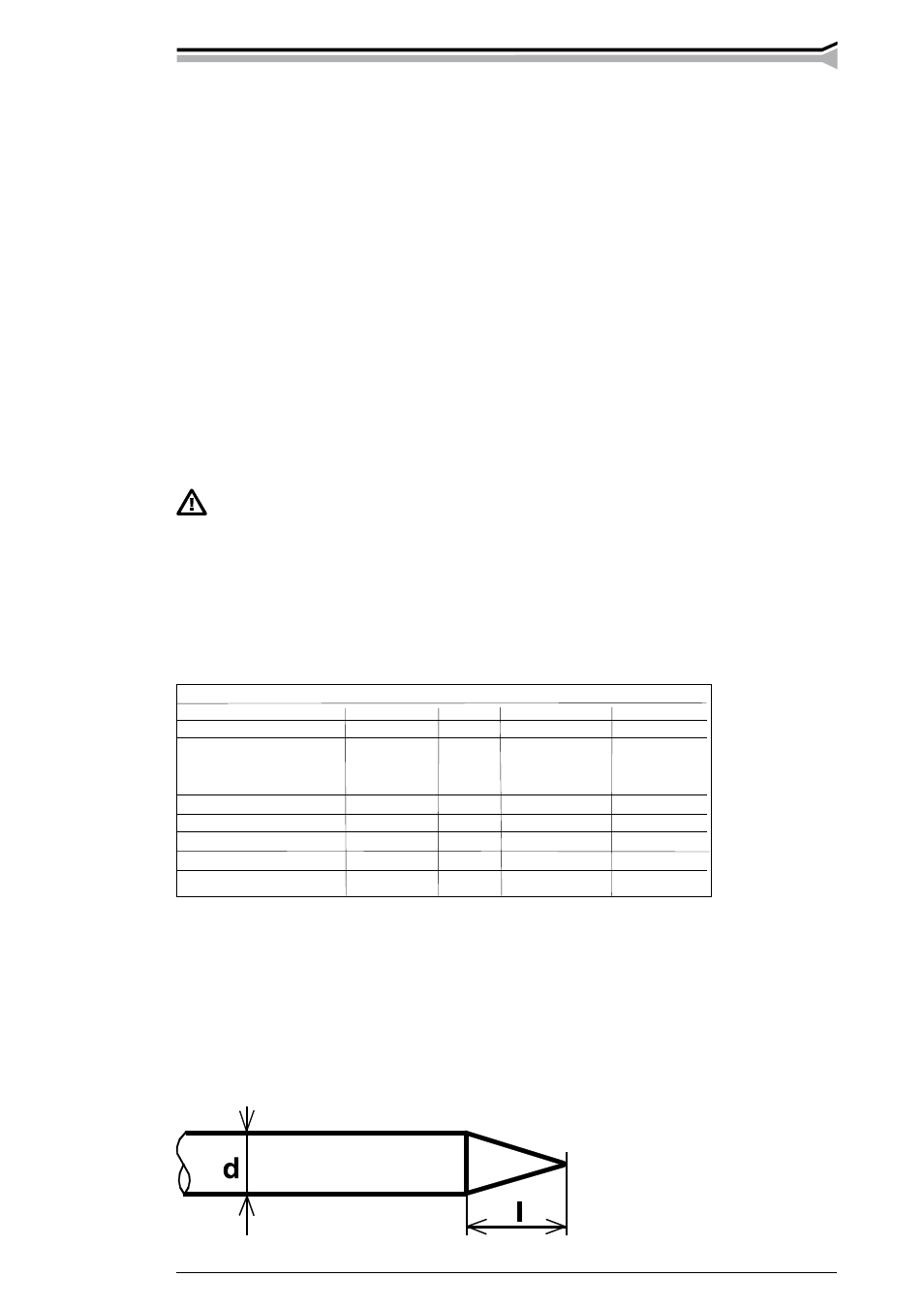
2.8.1. Sharpening of the electrode
The tip of the electrode is sharpened into a cone, so that the arc becomes steady and the thermal
energy is concentrated on the spot being welded. The length of the sharpening to the diameter
of the electrode:
with small current sharp l = 3 x d
with large current blunt l = 1 x d