Tig welding – Kemppi DC 2000 User Manual
Page 15
Mastertig aC/DC 000, 500, 500W, 3500W/0701 – 15
© keMppi oy
3.3.3. Control of MMA welding dynamics
(only with minilog and pulse panels)
Press the DYNAMICS key and you will see the numerical value corresponding to the dynamics
in the display. You can change the value by turning the current knob. Numerical value zero is the
normal setting for all MMA electrodes. When the value is adjusted negative (-1... 9), the arc is
softened. The amount of spatter decreases when welding at the upper end of the recommended
current range of the electrode. On the positive side (1...9) the arc is rough. It is suitable e.g. for
thin stainless steel rods when welding near the lower end of the
recommended current range.
3.4. tig WelDing
3.4.1. Selection of TIG welding and type of current
Press the selection key next to the selected TIG method, spark
TIG (TIG HF) or contact TIG (TIG CONTACT), and the
signal light next to the key will show the method. You can
change the type of current by pressing the selection key again.
(If you want to select DC+ as the current type for TIG, press
both TIG keys at the same time.)
3.4.2. Spark ignition
Use contact ignition when you are welding in a environment where there are
sensitive electronic equipements. The ignition spark can cause interferences in
equipement near the welding machine.
The arc is ignited with a high-frequency, high-voltage spark without touching the work piece. If
the arc is not ignited in spite of the spark within one second, you will have to try the ignition
again by pressing the torch switch. In some cases the spark ignition works better if you touch the
work piece with the gas nozzle lightly before the ignition.
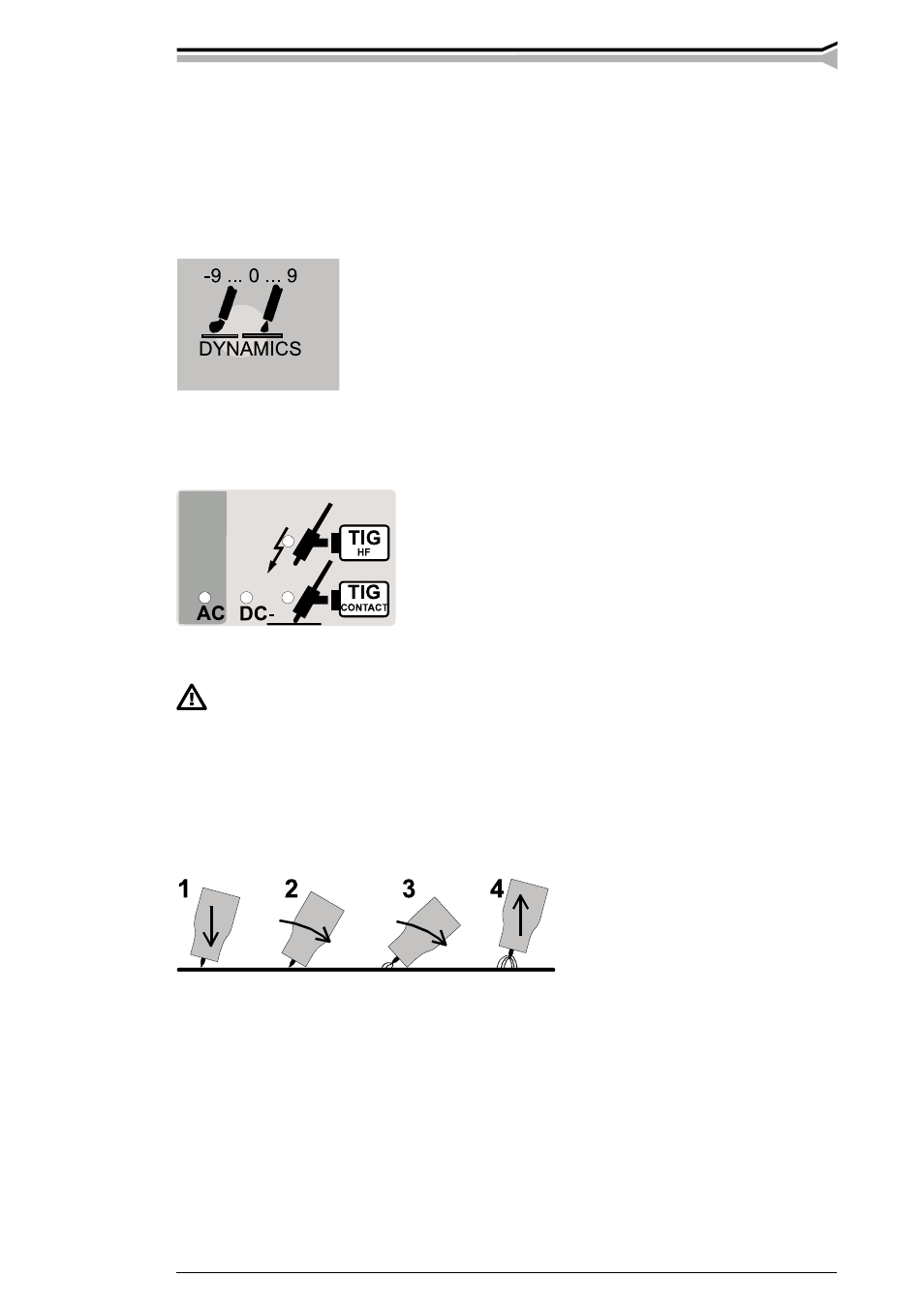
3.4.3. Contact ignition
Press the electrode lightly against the work piece (1). Press the switch and the shielding gas will
start to flow and a small current will pass through the electrode. Lift the electrode away from the
work piece by turning it so that gas nozzle rests against the work piece (2 ja 3), and the arc will
ignite and the current will rise to the welding level within the up-slope time (4).