Pulse welding (only with the pulse panel), Fusion spot welding (only with a pulse panel) – Kemppi DC 2000 User Manual
Page 19
Mastertig aC/DC 000, 500, 500W, 3500W/0701 – 1
© keMppi oy
pulse
on /
off
PULSE
RATIO
BACK.
FREQUENCY
off
hot
start
soft
start
+50%
-70%
2
2
0 - 10 s
spot
WelD
3.4.11. Pulse welding (only with the pulse panel)
1. Switch the pulse welding on by means of the pulse-section key ON/OFF.
2. Adjust the average current that you want from the current adjustment knob.
The current display will show you the average current.
3. Press the key BACK. FREQUENCY once. The text bAc of the right-hand
display shows you that now you can adjust the background current from the
current knob. The background current is proportional to the average current,
but it is shown in the current display in amperes.
4. Press the key BACK. FREQUENCY again. The text FrE of the current display shows that
now you can adjust the pulse frequency. The pulse frequency is shown in Hz.
5. Press the key PULSE RATIO once. You will see the pulse current in the current display. The
right-hand display reads PUL. You can also adjust the pulse current, but please note that this
will change the average current.
6. When you press the key PULSE RATIO again, you can adjust the pulse ratio, rAt. The pulse
ratio is shown as a percentage of the total length of the cycle.
7. When you press either of the parameter keys a third time, the adjustment goes back to the
average current AvE.
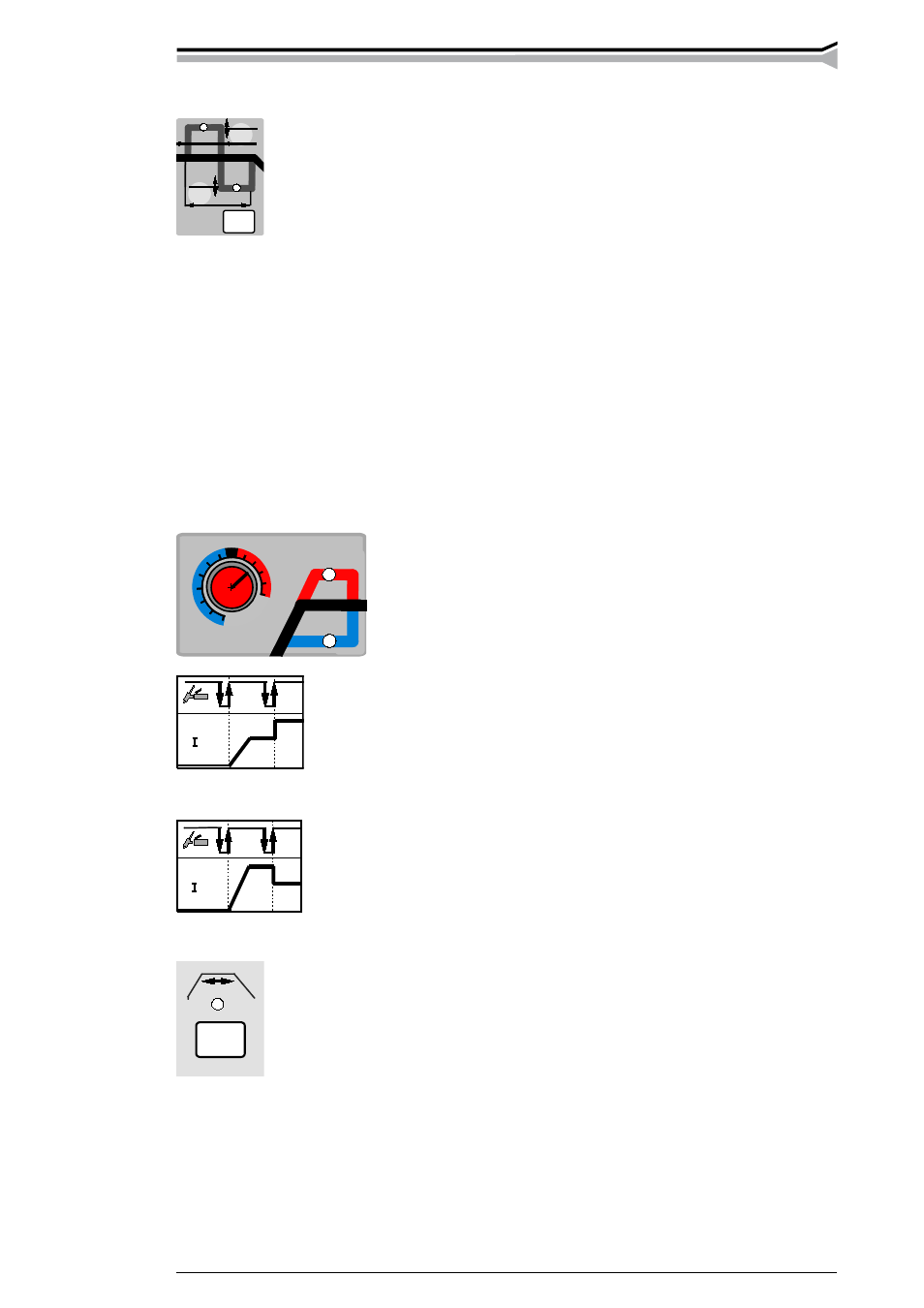
3.4.12. Control of the start current (only with the pulse panel)
By means of the control potentiometer of the start current you can
select either a soft, normal or hot start. The start current is available
only with a 4-function torch switch operation.
By turning the potentiometer to OFF, you have a normal start (see
the use of the torch switch / 4-function)
By turning the potentiometer to the left, you get a soft start (SOFT START).
When you raise the torch switch, the current rises in accordance with the
up-slope of the start current to the start current, which is smaller than the
welding current.
From the start current, you can move to the welding current by pressing the
torch switch for a short moment.
The start current is proportional to the welding current. You can see the
value of the start current in the numerical display during the control.
When you turn the potentiometer to the right, the start current is higher than
the welding current (HOT START). Otherwise the start is made in the same
way as with a soft start.
3.4.13. Fusion spot welding (only with a pulse panel)
Select fusion spot welding by pressing the special operation key SPOT WELD.
To show that you have selected fusion spot welding, the signal light next to the
key goes on. You can select the spot time that you want with the current knob.
The time selected is shown in the numerical display during the adjustment. Five
seconds after the adjustment, the display returns to the set value of the current and
you can adjust the welding current.
The time shown in the display means the time you have the welding current. The
down-slope and the up-slope times are increasing the burning time of the arc.