Kemppi DC 2000 User Manual
Page 18
1 – Mastertig aC/DC 000, 500, 500W, 3500W/0701
© keMppi oy
balance
2.4
3.2
4.0
ac
ac
freQuency
50 - 200 Hz
Minilog
off
-80%
+20%
2
1a. When welding with a sharpened electrode, turn the control
knob to the left edge of the range of the electrode that you
have selected. (Narrow arc, deep penetration, range: small
seams)
1b. When welding with a rounded electrode, turn the control knob
to the right edge of the range of the electrode that you have
selected.
2. If you want more heat to the electrode, turn the knob to the
right, or if you want less heat, turn it to the left.
3.4.9. Frequency adjustment of TIG AC welding
(only with minilog and pulse panel)
The frequency of AC welding can be adjusted by means of the MINILOG and PULSE PANEL.
Raising the frequency will make the arc slightly more stable and narrow, but it will increase the
noise caused by arc.
1. Press the FREQUENCY key in the AC square.
2. Adjust the frequency with the current knob. The adjustment range of the
frequency is 50 ... 200 Hz. When leaving the factory, the frequency of the
machine is 60 Hz.
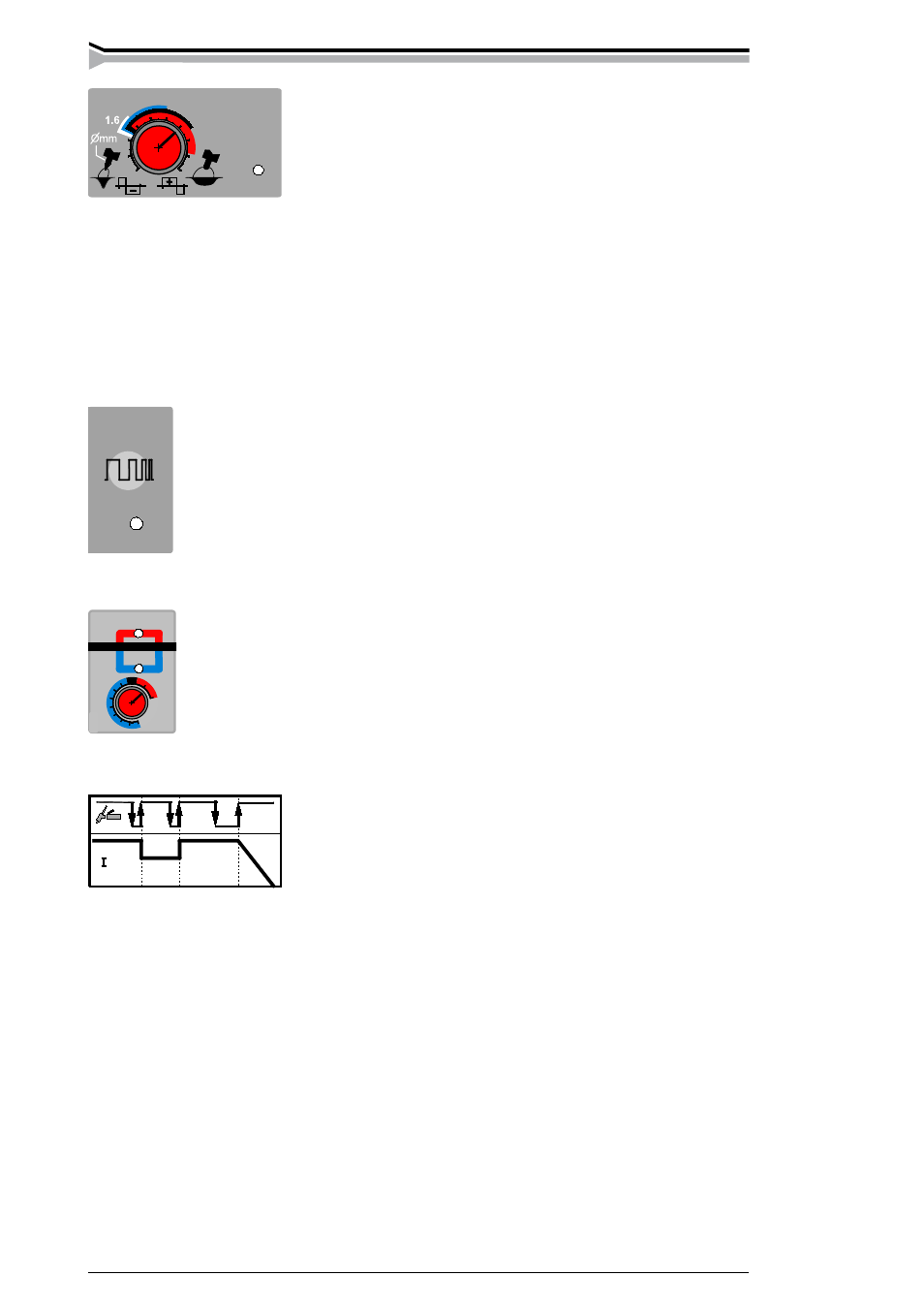
3.4.10. Minilog operation (only with minilog and pulse panel)
With the Minilog operation you can select two currency levels, the welding
current and the base current, and you can move from one to the other by quickly
pressing the torch. The Minilog operation can be used only with a 4-function torch
switch operation.
The selection and adjustment of the Minilog operation is done by means of the
potentiometer. When the potentiometer is in the OFF position, the operation is
not in use. The welding current is selected from the current knob like usually. The
Minilog knob is used to select a basic current, the minimum of which is 80 %
You can move from the welding current to the basic current by quickly pressing the torch.
By quickly pressing it again, you move back to the welding current. The signal lights on the
panel show you the current level you are on.
You can stop the welding by a longer pressing of the torch switch (> 0.7 s).
The Minilog operation can be used to adjust the heat, if the work piece is overheated or if you
need more heat for a moment.
With the Minilog operation you can go to a lower current level for example when you change
the position or the grip of the filler material wire without having to stop the welding to do that.
A lower current can also be used as the crater filling current if you do not want to use the down-
slope time for that.
below the welding current and the maximum is 20 % above the
current level. During the adjustment, you can see the set value of
current in amperes in the current display.