Ivoclar Vivadent IPS PressVEST v1.pdf User Manual
Page 24
Puesta en revestimiento
– Verter el líquido.
– Añadir el polvo.
– Mezclar el revestimiento con una espátula durante 20 seg hasta obtener una humectación uniforme del
material
– Mezclar el revestimiento con vacío durante 60 seg. Controlar el buen funcionamiento del aparato de
mezcla con regularidad. Una vez mezclado, evacuar lentamente el vacío
– Llenar el cilindro con una ligera vibración (consultar las instrucciones uso correspondientes)
– No poner en revestimiento más de 2 cilindros simultáneamente (trabajo rápido)
– Tiempo de trabajo: aprox. 6 min a temperatura ambiente
Tiempo de fraguado
– El tiempo mínimo de fraguado es de 60 minutos
– No manipular el cilindro durante el tiempo de fraguado
– No poner en revestimiento con presión
Precalentamiento
– Aumento de la temperatura: 5ºC
– 30 min a 250 °C
– 60 min a 850 °C
Notas importantes
– Preparación de las restauraciones, colocación de los bebederos, cilindro, inyección, desmuflado y limpieza
de las piezas inyectadas según instrucciones de uso correspondientes
– Eliminar completamente el exceso de líquido de separación antes de poner en revestimiento, ya que de lo
contrario el revestimiento no fragua totalmente
– No utilizar liberador de tensiones para cera (Tensid), ya que puede reaccionar con el revestimiento
– Resultados estables solo se logran siguiendo las instrucciones de uso
– Es imprescindible mantener la temperatura de trabajo indicada. El líquido puede almacenarse en el refri
gerador a 5–10 °C.
– Diluir el líquido exclusivamente con agua destilada o agua desionizada.
– Concentración del líquido: cuanta mayor cantidad de agua se añada al líquido de mezcla, tanto menor será
la expansión de fraguado y comprometerá la estabilidad del material de revestimiento. No utilizar una
concentración de líquido inferior al 50%.
– Trabajar el revestimiento siempre con instrumentos limpios y secos. No utilizar vasos de mezcla para yeso
– Es imprescindible observar los tiempos mínimos indicados (tiempo de fraguado / tiempo de
precalentamiento a 850ºC
– Tiempo de trabajo
El tiempo de trabajo depende de la temperatura del material, de la cantidad de material a mezclar, del
tiempo de mezcla y de la intensidad de mezcla del aparato utilizado (rpm y localización)
– Una mayor temperatura del material reduce el tiempo de trabajo
– Un tiempo de mezcla prolongado reduce el tiempo de trabajo
– Cuanto mayor sea la cantidad a mezclar, tanto menor será el tiempo de trabajo.
– Factores que influyen la expansión de fraguado del revestimiento:
– Temperatura del revestimiento y del líquido
– Agua residual en la taza de mezcla
– Humedad atmosférica
– Utilizar jitos de máx. 3 a 8 mm de longitud para las piezas a inyectar. Para las piezas largas (p.e. MOD
finos) deberían elegirse jitos más cortos para no prolongar innecesariamente el tiempo de inyección.
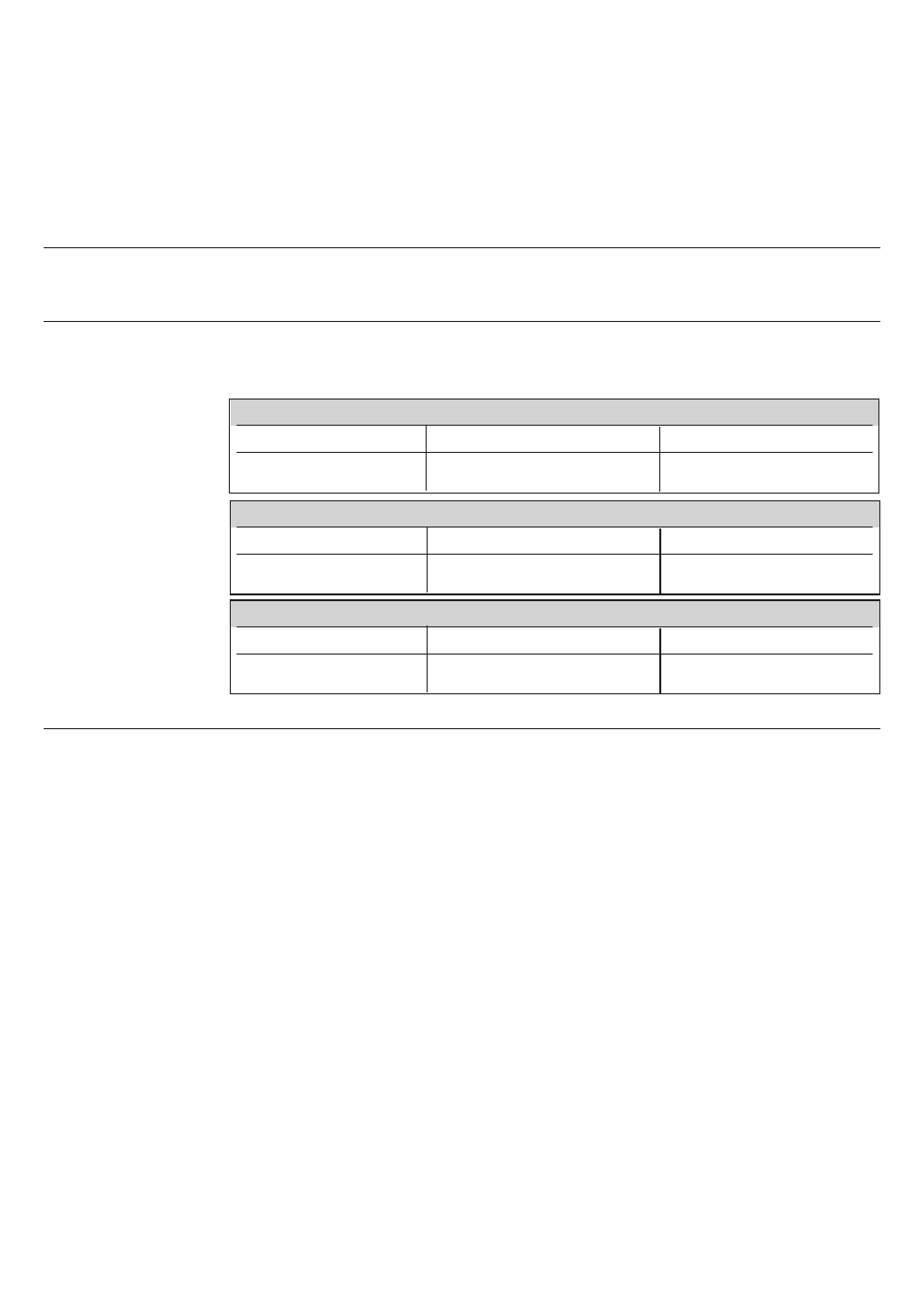
IPS e.max Press / IPS e.max ZirPress / IPS InLine PoM
Pastilla
Vástago de AlOx
Precalentamiento
No precalentar
No precalentar
IPS Empress 2 / IPS Empress Cosmo
Pastilla
Vástago de AlOx
Precalentamiento
No precalentar
Precalentar
IPS Empress Esthetic
Pastilla
Vástago de AlOx
Precalentamiento
Precalentar
Precalentar