Pierce a workpiece – Hypertherm Powermax30 AIR Service Manual User Manual
Page 53
Powermax30 AIR Service Manual 808850
53
4 – Operation
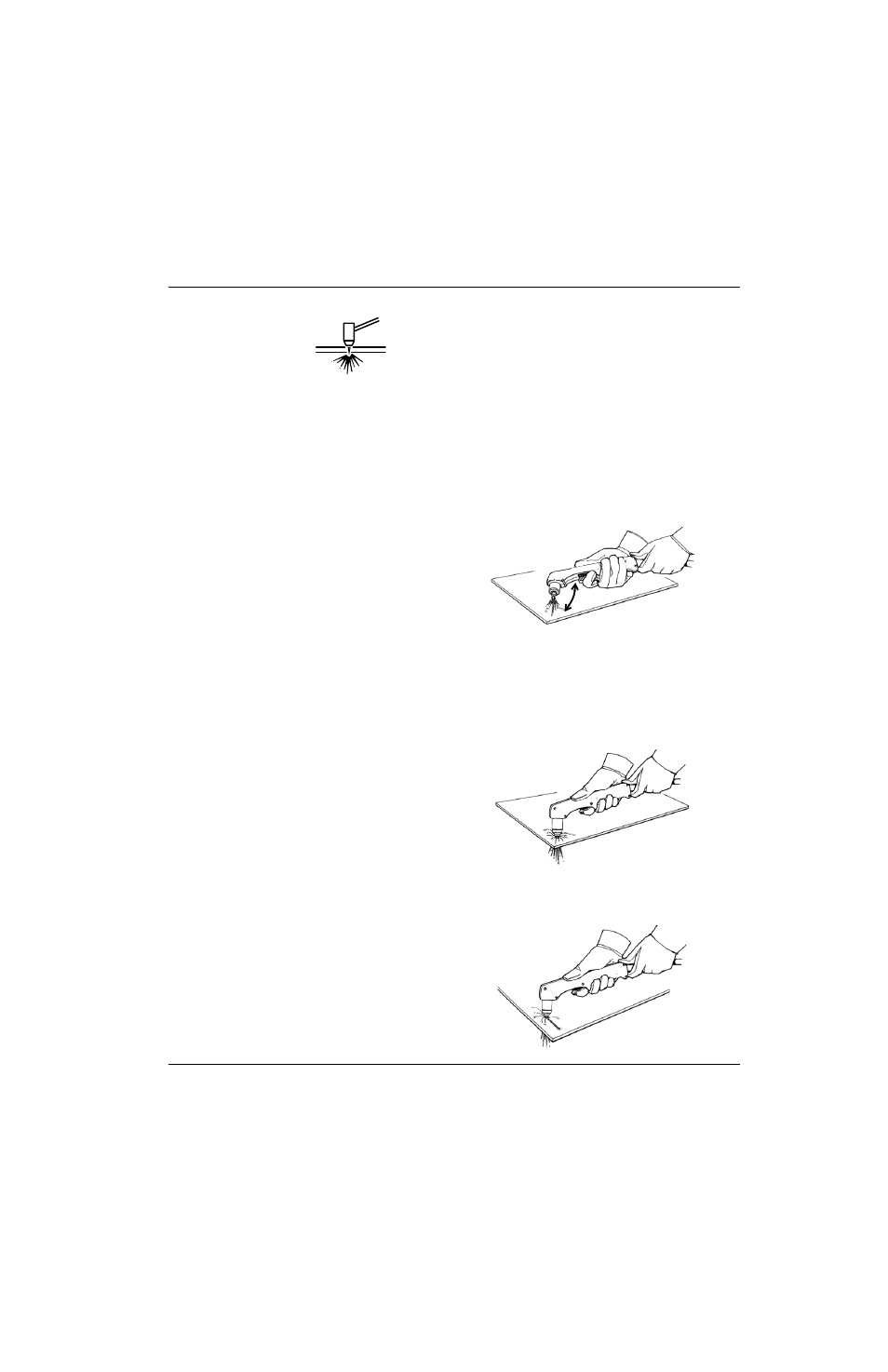
Pierce a workpiece
When cutting material up to 6 mm (1/4 inch) thick, use piercing to cut an interior feature. Piercing shortens the life of the
deflector and the nozzle.
The type of pierce to perform depends on the thickness of the metal:
Straight pierce – For cutting mild or stainless steel that is thinner than 3 mm (10 gauge).
Rolling pierce – For cutting mild or stainless steel that is 3 mm (10 gauge) or thicker.
1. Attach the ground clamp to the workpiece.
2. Straight pierce: Hold the torch perpendicular (90°)
to the workpiece with the torch tip just above the
workpiece.
Rolling pierce: Hold the torch at an approximate
30° – 45° angle to the workpiece with the torch tip
within 1.5 mm (1/16 inch) of it before firing the
torch.
3. Straight pierce: Pull the torch trigger to start the
arc.
Rolling pierce: Pull the torch trigger to start the arc
while still at an angle to the workpiece, then rotate
the torch to the perpendicular (90°) position.
4. Hold the torch in place while continuing to pull the
trigger. When sparks exit from the bottom of the
workpiece, the arc has pierced the metal.
5. When the pierce is complete, drag the torch lightly
along the workpiece to proceed with the cut.
30° – 45° for rolling pierce