Operation duramax retrofit torch – Hypertherm HRT User Manual
Page 87
OPERATION
Duramax Retrofit Torch
Operator Manual
3-51
Cause
The torch is too high.
Solution
Lower the torch; or if you are using a
torch height control, decrease the arc
voltage.
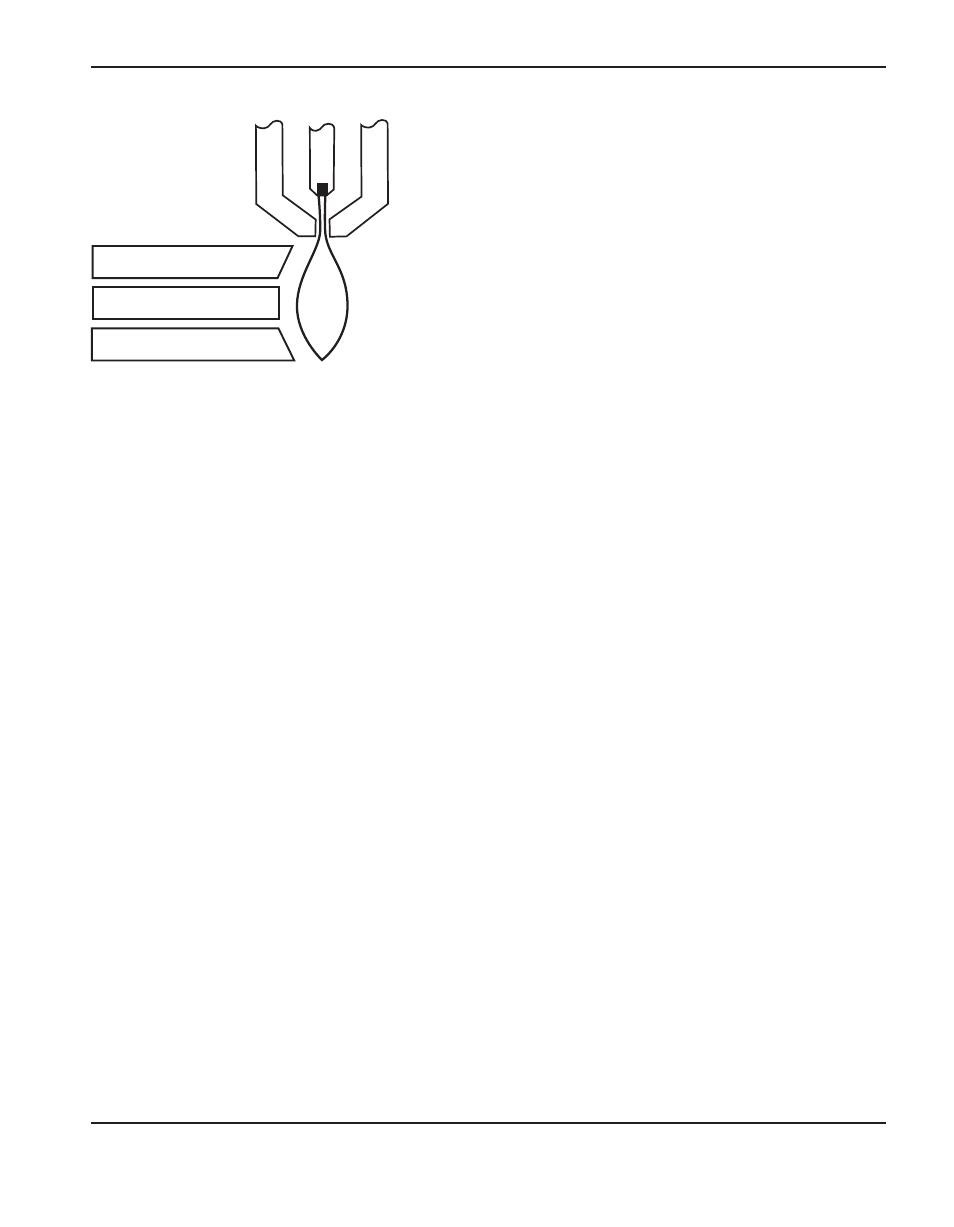
Negative cut angle
Problem
Note:
The squarest cut angle will be on the right side with respect to the forward motion of
the torch. The left side will always have some degree of bevel.
To determine whether a cut‑angle problem is being caused by the plasma system or the drive
system, make a test cut and measure the angle of each side. Next, rotate the torch 90° in its holder
and repeat the process. If the angles are the same in both tests, the problem is in the drive system.
If a cut‑angle problem persists after “mechanical causes” have been eliminated (see “Ensure the
torch and table are set up correctly” on page 3‑49), c
heck the t
orch‑to‑work distance, especially
if the cut angles are all positive or all negative. Also consider the material being cut: if the metal is
magnetized or hardened, you are more likely to experience cut angle problems.
Dross
Some amount of dross will always be present when cutting with air plasma. However, you can
minimize the amount and type of dross by adjusting your system correctly for your application.
Excess dross appears on the top edge of both pieces of the plate when the torch is too low (or
voltage is too low when using a torch height control). Adjust the torch or adjust the voltage in small
increments (5 volts or less) until the dross is reduced.
Low‑speed dross forms when the torch’s cutting speed is too slow and the arc angles ahead. It
forms as a heavy, bubbly deposit at the bottom of the cut and can be removed easily. Increase the
speed to reduce this type of dross.
The torch is too low.
Raise the torch; or if you are using a
torch height control, increase the arc
voltage.
Square cut
Positive cut angle