Control and tuning, Setting p+i parameters, Valtalk software – Flowserve Logix 1200e LGAIM0044 User Manual
Page 34
44-34
Flowserve Corporation, Valtek Control Products, Tel. USA 801 489 8611
Control and Tuning
Setting P+I Parameters
Using ValTalk or SoftTools software, default tuning
parameters can be selected: Factory A, Factory B, etc.
(with Factory A beginning at the smallest actuator size
and the lowest gain settings). Using the Advanced
option, one can set individual tuning parameters. The
software manuals outline the procedure to adjust
these tuning parameters; however, a few key points
are mentioned below.
Maximum Gain, Minimum Gain, and Gain Multiplier:
These three parameters are related by the following
formulas:
Proportional Gain = Maximum Gain - |deviation| x
Gain Multiplier
If Proportional Gain < Minimum Gain, then Propor-
tional Gain = Minimum Gain
This algorithm allows for quicker response to smaller
steps yet stable control for large steps. Setting the
Gain Multiplier to zero or Max Gain = Min Gain results
in a typical fixed proportional gain.
The higher the Gain Multiplier, the smaller the required
deviation before the gain increases. Default values
upon initiating a RESET are Maximum Gain = 2.0,
Minimum Gain = 1.0, and Gain Multiplier = 0.05.
These values will allow stable control on all Valtek
actuator sizes.
The Integral Gain is used primarily for deviations due
to temperature drift within the inner loop spool control.
The factory default value is 10. Although higher num-
bers can speed the time it takes to reach zero devia-
tion, it can add overshoot as well as cause the
positioner to hunt if too large. The recommendation is
that maximum and minimum gains be adjusted while
leaving Integral Gain fixed at 10. Integration is dis-
abled below a stem position of 5 percent and above a
stem position of 95 percent. This is to prevent integra-
tion windup from calibration shifts due to lower pres-
sure or a damaged seat, which may prevent fully
closing the valve.
The Integral Summer within the Logix 1200 positioner
is clamped at +20.00% and -20.00%. If the integration
summer (Variable No.15 in ValTalk or SoftTools soft-
ware) is fixed at +20% or -20%, it usually indicates a
control problem. Some reasons for a clamped integra-
tion summer are listed below:
• Stroke calibration incorrect
• Any failure which prevents stem position movement,
such as stuck spool, handwheel override, low
pressure
• Incorrect inner loop offset
• Loss of air supply on a fail in place actuator
Writing a zero to Integral Gain will clear the Integration
Summer. The Integral Gain can then be returned to its
original value.
Referring to Figure 1 under Theory of Operation, three
control numbers are summed to drive the inner loop
spool position control: proportional gain, integral sum-
mer, and inner loop offset. Inner Loop Offset is the
parameter that holds the spool in the ‘null’ or ‘balance’
position with a control deviation of zero. This value is
written by the factory during production and is a func-
tion of the mechanical and electrical spool sensing tol-
erances. However, if the driver module assembly is
replaced or if the software Reset is performed, adjust-
ing this value may be necessary. The method outlined
below should be used to adjust the Inner Loop Offset:
NOTE: Logix 1200 positioners with embedded code
(revision 0.2 and higher) will automatically calculate
this value during a stroke calibration.
ValTalk Software
1. From the Advanced Tuning Screen send a 50 per-
cent command using 4-20 mA signal or digital mode.
NOTE: Digital mode must be set in Instrument Sta-
tus screen prior to entering Advanced Tuning
screen.
2. Allow the position to stabilize.
3. Record the D/A output % reading (displayed on the
upper right hand side). This number will vary
slightly; therefore, estimate an average over a brief
period of time.
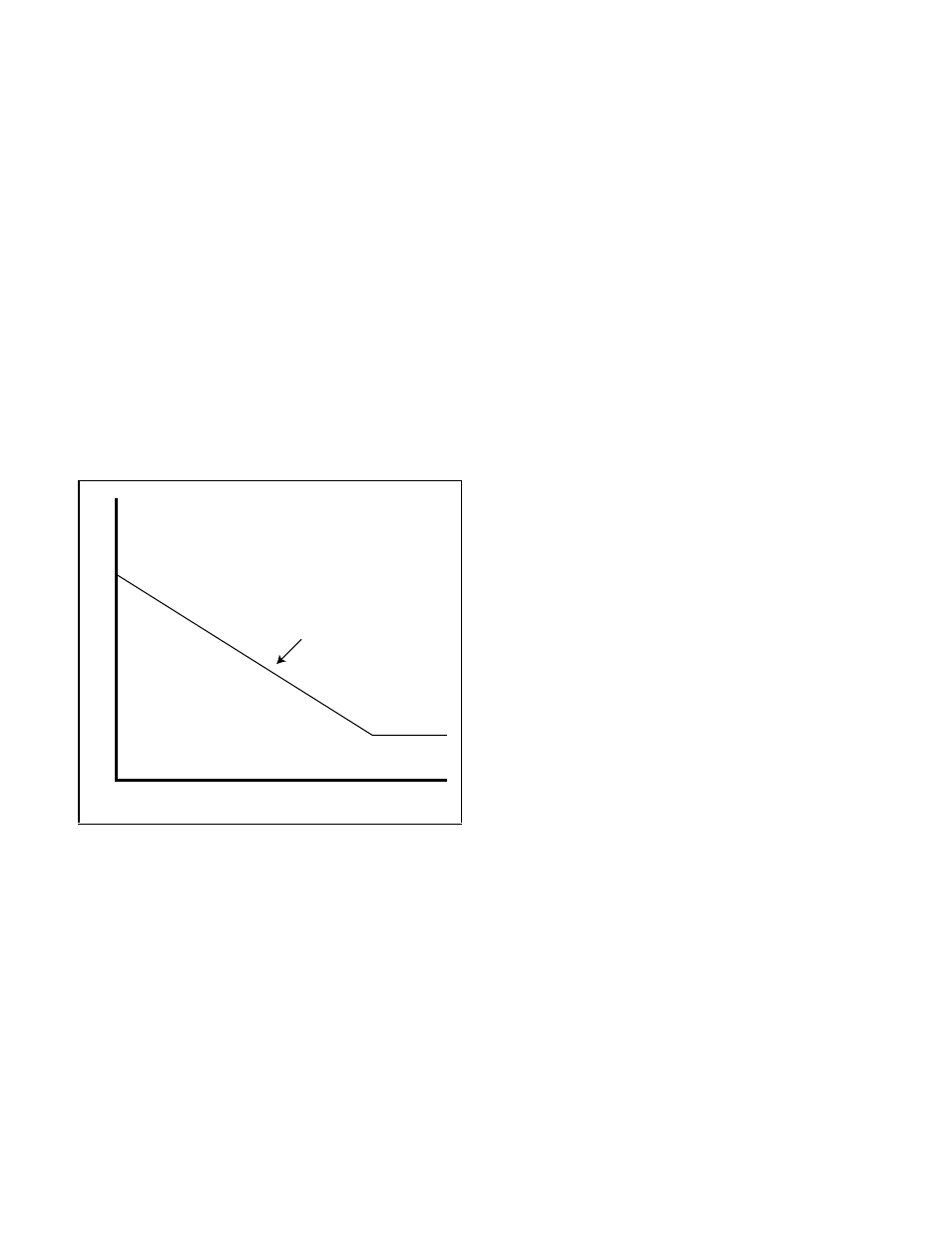
Figure 19: Logix 1200 Proportional Gain
Small Steps
Large Steps
dev
iation
Minimum Gain
Maximum Gain
Proportional Gain
Gain Multiplier
(Determines Slope)