Flowserve ESP3 User Manual
Page 52
ESP3 USER INSTRUCTIONS ENGLISH 26999943 08-11
Page 52 of 64
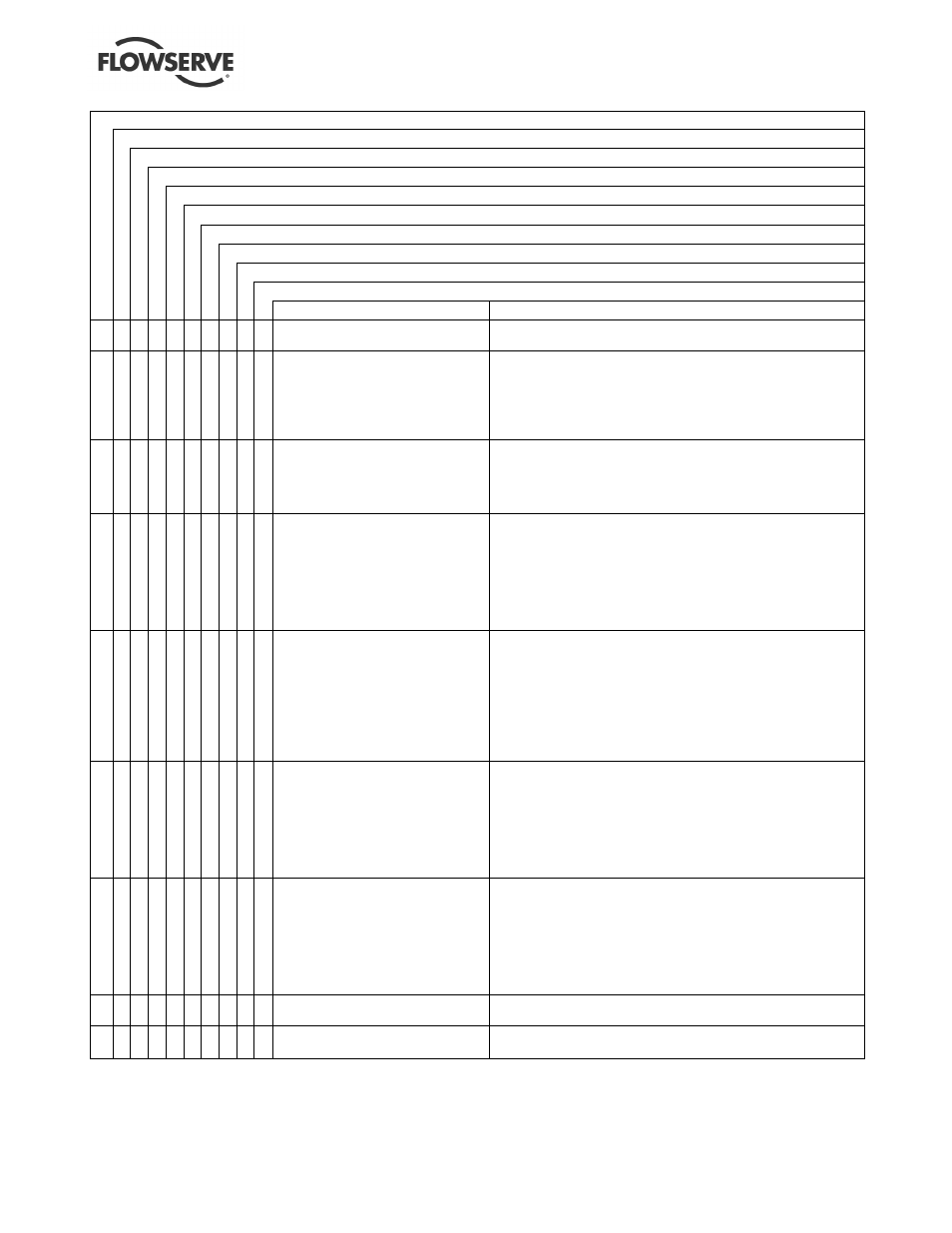
Pump not reaching design flow rate
⇓
⇓
⇓
⇓
⇓
⇓
⇓
⇓
Pump not reaching design head (TDH)
⇓
⇓
⇓
⇓
⇓
⇓
⇓
⇓
No discharge or flow with pump running
⇓
⇓
⇓
⇓
⇓
⇓
⇓
⇓
Pump operates for short period, then loses prime
⇓
⇓
⇓
⇓
⇓
⇓
⇓
⇓
Excessive noise from wet end
⇓
⇓
⇓
⇓
⇓
⇓
⇓
⇓
Excessive noise from thrust bearing end
⇓
⇓
⇓
⇓
⇓
⇓
⇓
⇓
Pump uses too much power
⇓
⇓
⇓
⇓
⇓
⇓
⇓
⇓
⇓
⇓
⇓
⇓
⇓
⇓
⇓
⇓
⇓
⇓
⇓
⇓
⇓
⇓
⇓
⇓
⇓
⇓
⇓
⇓
⇓
⇓
⇓
⇓
PROBABLE CAUSES
POSSIBLE REMEDIES
Too much flow.
System resistance to flow is too low. Close discharge valve more.
Reduce impeller diameter.
Brinelling of bearing identified by
indentation on the ball races, usually
caused by incorrectly applied forces
in assembling the bearing or by shock
loading such as hitting the bearing or
drive shaft with a hammer.
When mounting the bearing on the drive shaft use a proper size
ring and apply the pressure against the inner ring only. Be sure
when mounting a bearing to apply the mounting pressure slowly
and evenly.
False brinelling of bearing identified
again by either axial or circumferential
indentations usually caused by
vibration of the balls between the
races in a stationary bearing.
1. Correct the source of vibration.
2. In units that may be out of service for extended periods, the
drive shaft should be turned over periodically to relubricate all
bearing surfaces at intervals of one to three months.
Thrust overload on bearing identified
by flaking ball path on one side of the
outer race or in the case of maximum
capacity bearings, may appear as a
spalling of the races in the vicinity of
the loading slot. These thrust failures
are caused by improper mounting of
the bearing or excessive thrust loads.
Follow correct mounting procedures for bearings.
Misalignment identified by fracture of
ball retainer or a wide ball path on the
inner race and a narrower cocked ball
path on the outer race. Misalignment
is caused by poor mounting practices
or defective drive shaft. For example,
bearing not square with the centerline
or possibly a bent shaft due to
improper handling.
Handle parts carefully and follow recommended mounting
procedures. Check all parts for proper fit and alignment.
Bearing damaged by electric arcing
identified as electro- etching of both
inner and outer ring as a pitting or
cratering. Electrical arcing is caused
by a static electrical charge
emanating from belt drives, electrical
leakage or short-circuiting.
1. Where current shunting through the bearing cannot be
corrected, a shunt in the form of a slip ring assembly should be
incorporated.
2. Check all wiring, insulation and rotor windings to be sure that
they are sound and all connections are properly made.
3. Where pumps are belt driven, consider the elimination of static
charges by proper grounding or consider belt material that is less
generative.
Bearing damage due to improper
lubrication, identified by one or more
of the following:
1. Abnormal bearing temperature
rise.
2. A stiff cracked grease appearance.
3. A brown or bluish discoloration of
the bearing races.
1. Be sure the lubricant is clean.
2. Be sure proper amount of lubricant is used. In the case of
greased lubricated bearings, be sure that there is space adjacent
to the bearing into which it can rid itself of excessive lubricant,
otherwise the bearing may overheat and fail prematurely.
3. Be sure the proper grade of lubricant is used.
Liquid has higher viscosity or specific
gravity than thought.
Analyze fluid being pumped and adjust it or pump driver.
Binding in the pump or driver.
1. Clean column mating surfaces.
2. Pump shaft bent and binding in sleeve bearings.