Fl - feed to length, Fm - feed to sensor with mask distance, Fo - feed to length and set output – Applied Motion 1240i User Manual
Page 16
SCL Software Manual
16
920-0010 rev B
9/26/07
Example:
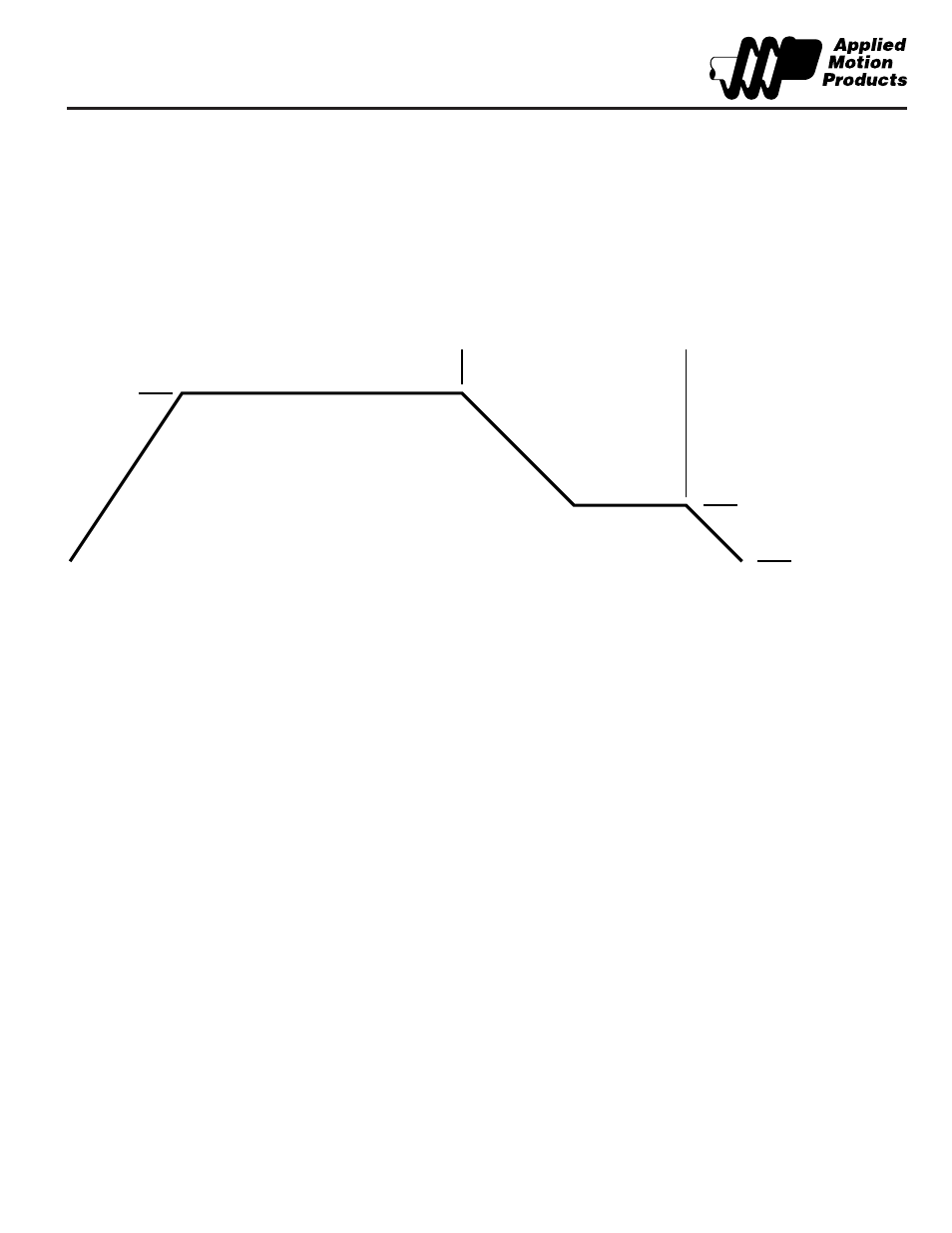
You send
Notes
DI1
move direction will be cw
VE5
speed will be 5 rev/sec until first sensor is reached
VC.2
speed will be 0.2 rev/sec after first sensor is reached
FD2F4H
move until falling edge on input 2, then decel to VC.
Decel to stop when input 4 goes high.
VE
1st Sensor
2nd Sensor
VC
0
FD Command: Speed vs Time
FL – Feed to Length
Executes Feed to Length (relative move) command. Move distance and direction come from the last
DI command. Speed, accel and decel are from VE, AC and DE commands.
FM – Feed to Sensor with Mask Distance
Executes Feed to Sensor command, but sensor is ignored for the first DC steps of the move. Useful
for “debouncing” a switch or clearing a part before sensing the next one.
Example: You’re feeding parts on a conveyor. A sensor detects the leading edge of the part and stops.
But if the part has a hole in it, which many objects do, then when you attempt to feed the next part into
position you may in fact stop after feeding the previous part only a short distance. The solution is the
use FM instead of FS and to set the DC for the size of the part.
Example: The parts are 6 inches long. Your mechanical linkage provides 20000 steps/inch. You want
the part to stop moving 1 inch past the sensor. 5 inches of the part will not have gone past the sensor
yet.
You send
Notes
DI20000
stop 20000 steps (1 inch) past sensor
DC102000
ignore sensor for next 5.1 inches, allowing old part to completely clear sensor
FM1F
launch move. Sensor is connected to input 1 and goes low when it sees a part
FO – Feed to Length and Set Output
Same as Feed to Length (FL) but changes the state of an output during the move.
Example: You’re feeding parts to be cut to length. For maximum throughput, you want to trigger the cut
off knife as the part is nearing the final position.