Labconco FreeZone Stoppering Tray Dryers 79480 Series User Manual
Page 16
Chapter 3: Getting Started
Product Service 1-800-522-7658
12
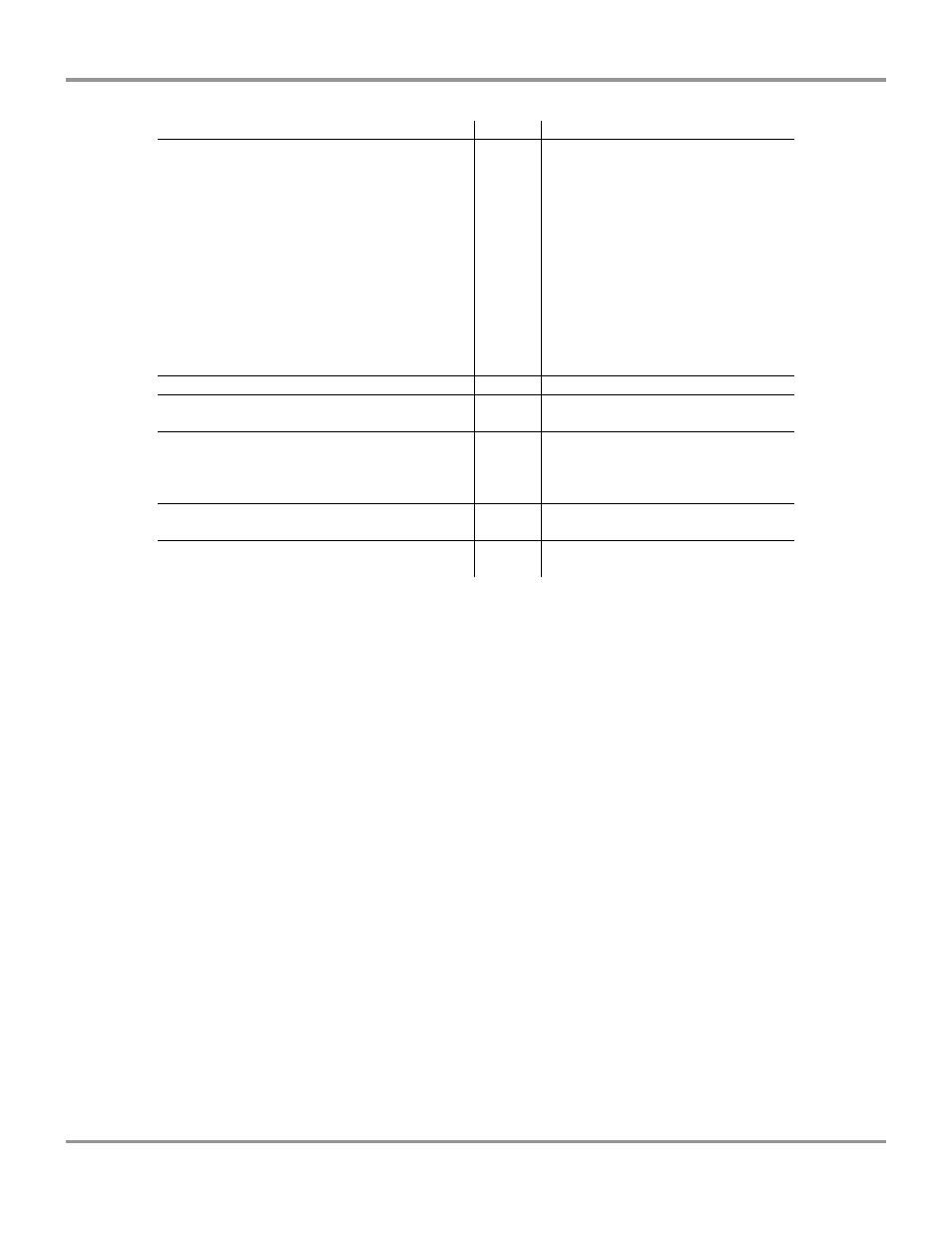
Acids
Buffers
Solvents
Component
Material
Ace
tic
Acid
2
0
%
F
o
rmic
Acid
T
rif
luo
ro
a
ce
tic
Acid
(T
F
A)
Ca
lcium
Chlo
ri
de
So
diu
m P
ho
sph
a
te
Ace
to
ne
Ace
to
nitt
irle
Ca
rbo
n T
et
ro
chlo
ride
Cy
clo
hex
a
ne
Dio
x
a
ne
M
et
hy
l t
-B
uty
l Ether
(
B
T
B
E
)
P
y
ridin
e
Valve Stem
Acetal
C
D
D
D
D
Collector*
Lid & Door
Acrylic
D
D
D
D
Hoses,
Gaskets &
Valve
Bodies
Neoprene
C
D
D
C
C
D
D
D
C
D
Flask Top
Silicon
Rubber
C
D
D
D
D
D
C
D
Chamber &
Fittings
Stainless
Steel
C
* An accessory glass lid is available for the Freeze Dry Systems.
C – Moderate degradation; Limited use.
D – Severe degradation; infrequent use recommended; immediate
thorough cleaning required.
Most common compounds used in freeze drying processes, if allowed to enter
the vacuum pump, will degrade the oil and cause damage to the vacuum
pump.
Sugars and proteins typically will have minimal negative effect on any of the
materials of construction.
When using compounds in the Freeze Dryer that are hostile to the materials of
construction, it is imperative the equipment is thoroughly cleaned after use.
Rubber and plastic components that have been exposed to damaging
compounds should be removed and flushed with water.
The oil in the vacuum pump should be checked often. It must be changed if it
is cloudy, shows particles or is discolored. The useful life of vacuum pump
oil can be extended if the vacuum pump is operated for an extended period of
time after a freeze dry run. This allows contaminants to be purged from the
hot oil. This must be done with the inlet to the pump blocked off to prevent
air from free flowing through the pump. This is accomplished by closing all
sample valves on a clean, dry freeze dry system and turning on the vacuum
pump. If the pump is operated at an elevated vacuum level (> 10mBar), oil
may be expelled from the pump and damage could occur.