Applications – staking, Standard flared stake – Sonics H540 E User Manual
Page 29
• • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • •
28
I N S T R U C T I O N M A N U A L • H A N D H E L D W E L D E R S
• • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • •
A P P L I C A T I O N S – S T A K I N G
Ultrasonic staking, also referred to as ultrasonic “heading” or “riveting”,
controls the flow of the molten plastic used to capture or retain another
component in place. Ultrasonic staking provides an alternative to welding
when the two parts consist of dissimilar materials that cannot be welded or
when simple mechanical retention of one part relative to another is
inadequate (i.e. as distinct from molecular bonding). A common application
is the attachment of plastic to metal. Typically a metal part, with location
holes, is placed over a plastic part with molded bosses. The horn tip is then
pressed against the plastic boss and the vibratory motion creates friction
and localized heating. As the boss melts, the light pressure from the horn
forms a head to a shape determined by the horn tip configuration. When the
vibrations stop, the plastic material solidifies, and the dissimilar materials are
fastened together.
With staking, tight assemblies are possible because mating parts are
clamped under pressure of the horn until the rivet head solidifies. There is no
elastic recovery as is the case with heat staking or cold forming. A major
advantage of ultrasonic staking over heat staking is that the ultrasonic
staking tip remains relatively cool during the process, forming a clean head
with no sticking or stringing during assembly.
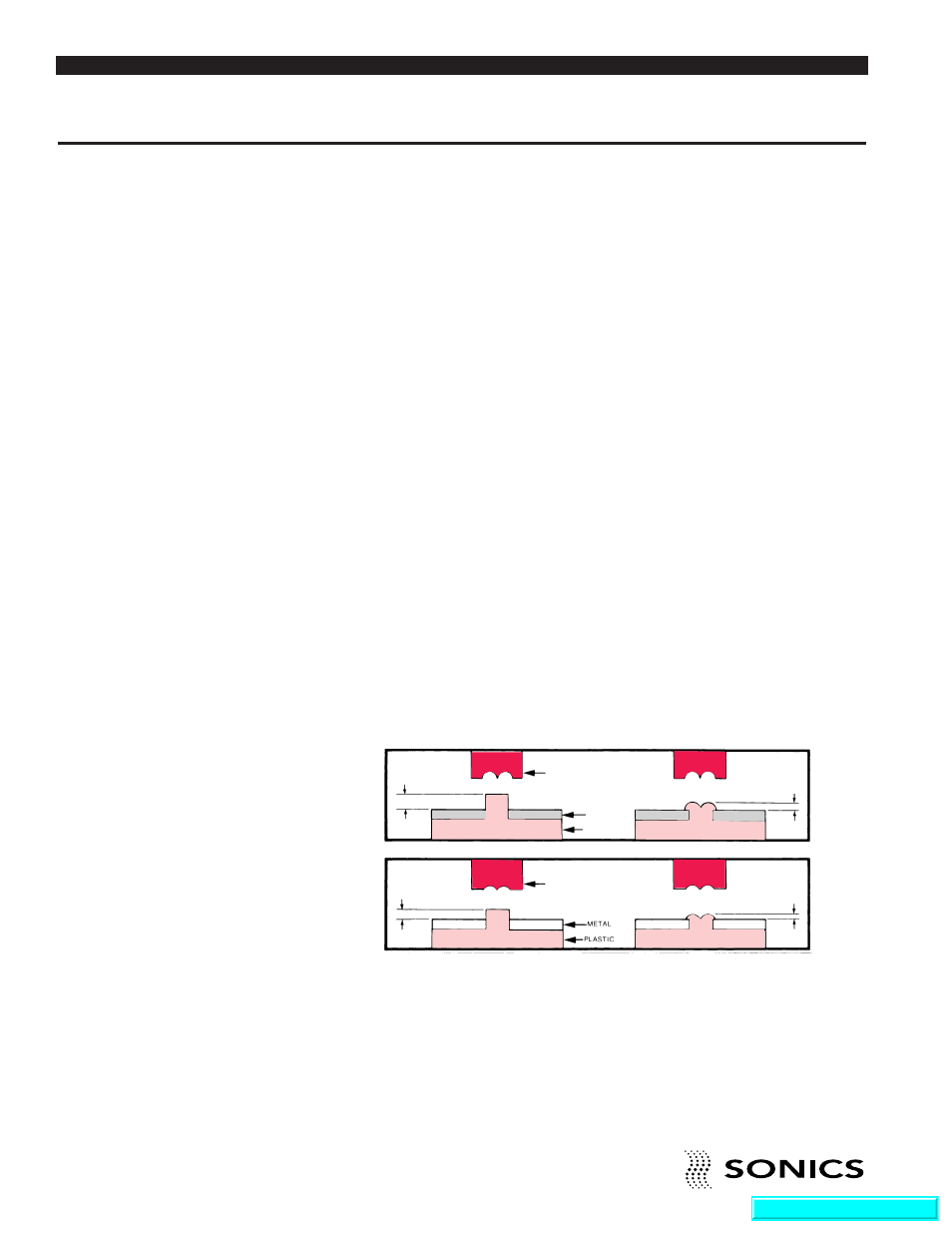
STANDARD FLARED STAKE
The standard flared stake satisfies the requirements of most applications.
This stake is recommended for bosses with an O.D. of 1⁄16 inch (1.6 mm) or
larger, and is ideally suited for low density, nonabrasive amorphous plastics.
BEFORE
HIGH PROFILE
AFTER
.6d
.5d
METAL
PLASTIC
HORN
HORN
BEFORE
LOW PROFILE
AFTER
1.6d
.25d
d
2d
Go To Top Of Document