Compressor running gear replacement – Carrier Compressor and Condensing Unit User Manual
Page 15
15
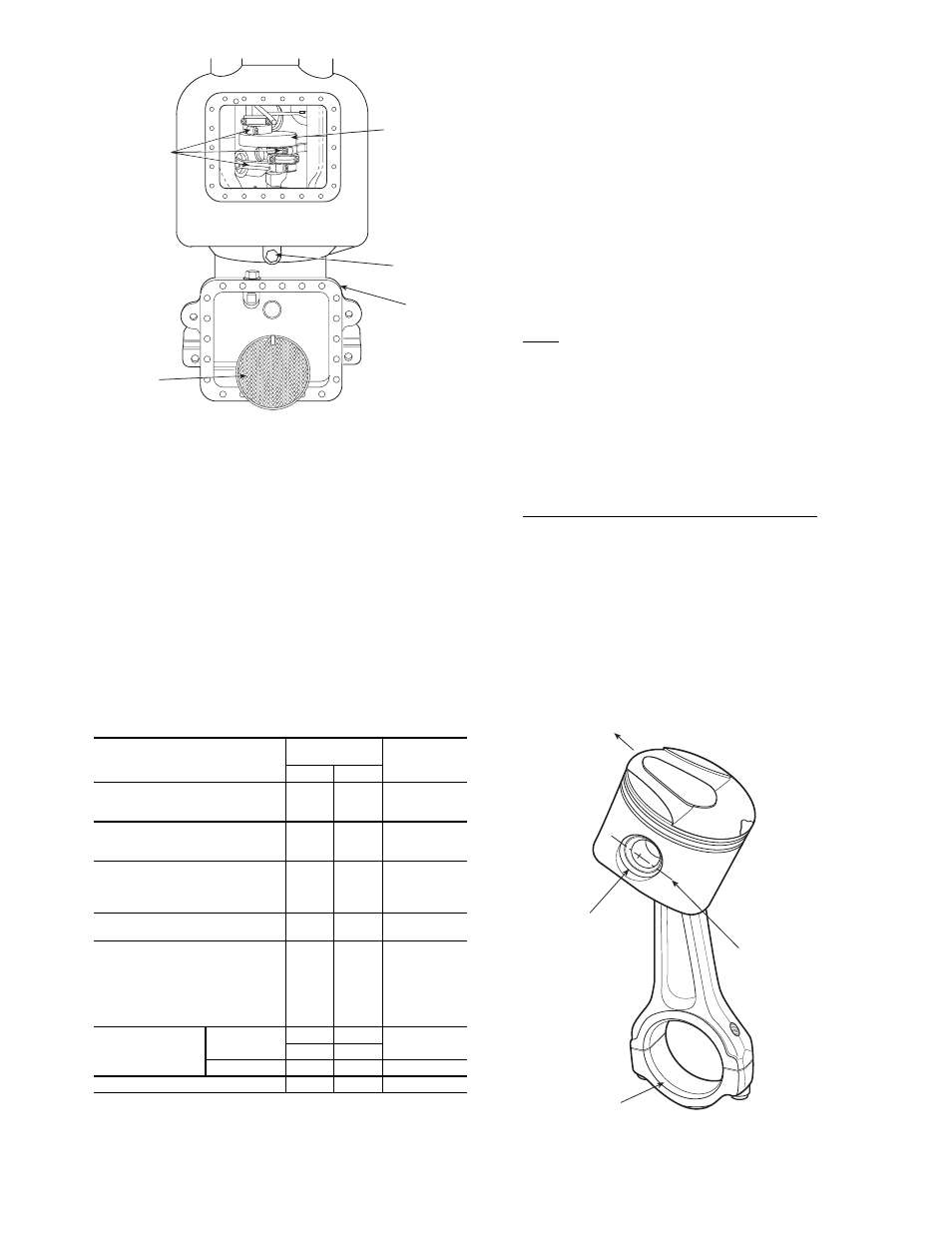
CRANKSHAFT — Remove pump end bearing head and
rotor. If connecting rod and piston assemblies are still in place.
remove connecting rod caps and push piston assembly up into
cylinder for crankshaft clearance. Pull crankshaft out through
pump end opening. Inspect crankshaft journals for wear and
tolerances shown in Table 7. Check oil passages and clean if
clogged.
PUMP END MAIN BEARING — This bearing is a machined
part of the oil pump and bearing head casting. Disassemble
bearing head. If bearing is scored or worn, replace the complete
bearing head.
CRANKCASE AND MOTOR END MAIN BEAR-
INGS — These bearings are not field replaceable. If bearings
are worn or damaged, replace compressor.
Table 7 — Wear Limits — 06E Compressor
*Maximum allowable wear above maximum or below minimum factory
tolerances shown. For example: difference between main bearing diam-
eter and journal diameter is .0035 in. (1.8760 – 1.8725) per factory tol-
erances. Maximum allowable difference is .0045 in. (.0035 + .001).
Compressor Running Gear Replacement
CRANKSHAFT — Be sure compressor end bearing washer is
in place on dowel pin. Install crankshaft through pump end,
carefully guiding it through main bearings. Replace rotor.
CONNECTING ROD/PISTON ASSEMBLY (Fig. 18) — The
assembly of the connecting rod with contoured-crown piston
must be as shown. Note the relationship of the piston crown
pattern with the chamfered side of the rod bearing. This ensures
that the rods in the outer positions on crankpins have the
chamfers toward crankpin fillets. On 6-cylinder compressors,
the position of the chamfer of center rod on crankpin has no
significance.
Lock the piston pin in place with retaining rings as shown in
Fig. 18.
The retaining rings should be tight enough that they cannot
be rotated by finger pressure.
Rings
1. Check ring gap by inserting each ring separately in cylin-
der approximately
3
/
8
in. from top. Ring gap should be
between 0.002 in. and 0.007 inch.
2. Install compression ring in top piston groove with either
side up (no difference). Install oil ring below compression
ring with notched end on bottom. Stagger ring gaps
180 degrees.
3. Measure side clearance between ring and piston
(Table 6). Check rings for free action.
Installation of Connecting Rod/Piston Assembly — Insert the
connecting rod/piston assemblies into cylinders with pistons
positioned as shown in Fig. 18 and 19.
This is necessary so that the suction valve and backer lie
properly over the contoured piston crown.
Be sure that the outer rod on each crankpin has the
chamfered side toward the crankpin fillet (this is a double
check on the connecting rod/piston assembly).
Install caps to matching connecting rods with chamfered
sides aligned. Caps are secured with Nylock cap screws.
Tighten with 8 to 10 lb-ft torque.
COMPRESSOR PART
FACTORY TOL.
(in.)
MAXIMUM
ALLOWABLE
WEAR* (in.)
Max
Min
MOTOR END
Main Bearing Diameter
1.8760
—
0.001*
Journal Diameter
—
1.8725
PUMP END
Main Bearing Diameter
1.6260
—
0.001*
Journal Diameter
—
1.6233
CONNECTING ROD
Bearing Diameter
(After Assembly)
1.7515
—
0.002*
Crankpin Diameter
—
1.7483
THRUSTWASHER
(Thickness)
—
0.155
—
CYLINDERS
Bore
2.6885
—
0.002
Piston Diameter
—
2.6817
0.002
Wrist Pin Diameter
—
0.8748
0.001
Con. Rod Wrist Pin ID
0.8755
—
0.001
Piston Ring End Gap
0.007
0.002
0.015
Piston Ring Side Clearance
0.003
0.001
0.002
VALVE
THICKNESS
Suction
0.0315
0.0305
0.002
0.0255
0.0245
Discharge
0.0225
0.0215
0.002
END CLEARANCE
0.031
—
0.010
CONNECTING
RODS AND
CAPS
CRANKSHAFT
OIL DRAIN
PLUG
(MAGNETIC)
BOTTOM
COVER
PLATE
OIL FILTER
SCREEN
Fig. 17 — View with Bottom Cover Plate Removed
RETAINING
RING GROOVE
(BOTH SIDES)
CHAMFER MUST
BE ON THIS SIDE
POSITION RETAINING
RING GAP APPROXIMATELY
ON THIS CENTERLINE
TOWARD SUCTION VALVE
DOWELS IN CYLINDER DECK
Fig. 18 — Connecting Rod/Piston Assembly