Test setup – Elecraft 2T-Gen User Manual
Page 4
4
which results in a 3rd
order product of 3100 Hz and a 5th
order product of 4300 Hz. The amplitude of these
undesired outputs is usually increased as the transmitter output is increased, and is caused by various
transmitter amplifier stages beginning to operate in compression. A properly operating transmitter should
produce third-order IMD products that are 27 to 30 dB or more below the PEP output power. The PEP
output power is 6 dB higher than the output power produced by the 700 Hz and 1900 Hz tones.
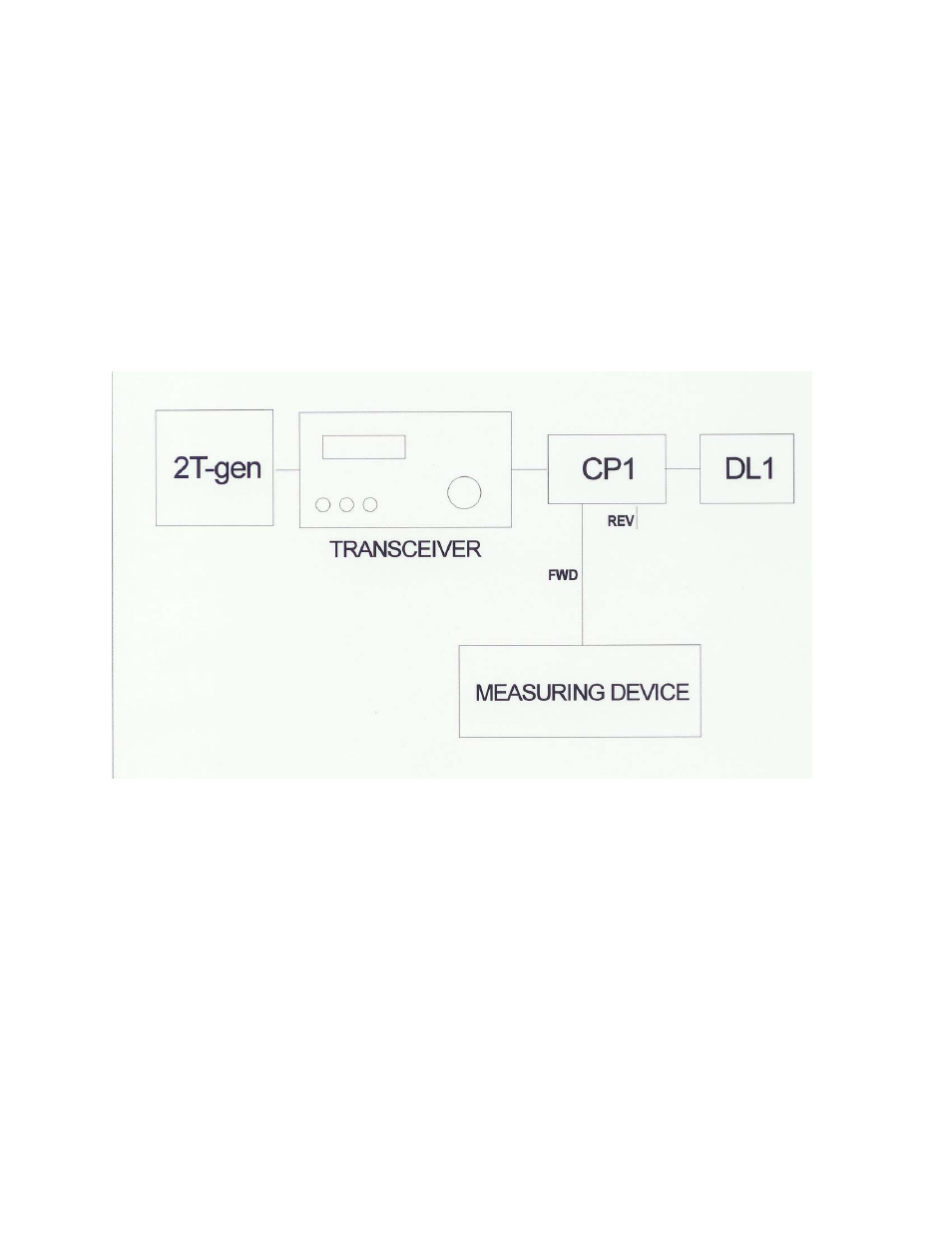
Test Setup
In order to make IMD measurements on a transmitter a test setup must be established that allows the signals
from the 2T-gen to be connected to microphone input of the transmitter under test and provides for a sample
of the RF output to be connected to a measuring device that is capable of examining the transmitter output
signal. A typical test setup for a low power transceiver is shown in the drawing below.
Several years ago, the most common measuring device was an oscilloscope or transmitter output monitor.
While observing the transmitter output envelope, the 2-tone input was increased until “flat topping” was
observed as an indication of transmitter compression. This procedure is well documented in older ARRL
Handbooks. This procedure provides only an approximate indication of transmitter overload, but it is useful
if more precise instruments are not available.
Another measuring device is a receiver with sufficient selectivity to separate the sidebands produced by the
transmitter. The receiver can be connected in series with a variable attenuator and the relationship between
the desired sidebands and those produced by IMD can be measured by tuning to each in turn and adjusting
the variable attenuator to produce an equal S-meter reading. The ratio between the sidebands is the
difference in attenuator readings.