Installation of carbon graphite bushings – Viking Pump TSM163: N-R 337/4337 User Manual
Page 13
SECTION TSM 163
ISSUE
D
PAGE 13 OF 15
When installing carbon graphite bushings, extreme care
must be taken to prevent breaking. Carbon graphite is a
brittle material and easily cracked. If cracked, the bushing will
quickly disintegrate. Using a lubricant and adding a chamfer
on the bushing and the mating part will help with installation.
The additional precautions listed below must be followed for
proper installation:
1. A press must be used for installation.
2. Be certain the bushing is started straight.
3. Do not stop the pressing operation until the bushing is in
the proper position; starting and stopping will result in a
cracked bushing.
4. Check the bushing for cracks after installation.
Carbon graphite bushings with extra interference fits are
frequently furnished for high temperature operation. These
bushings must be installed by a shrink fit.
1. Heat the rotor bearing sleeve or idler to 750 °F.
2. Install cool bushings with a press.
3. If facilities are not available to reach 750 °F. temperature,
it is possible to install with
450 °F. temperature; however,
the lower the temperature, the greater the possibility of
cracking the bushing.
Consult factory with specific questions on high temperature
applications.
Refer to Engineering Service Bulletin ESB-3.
INSTALLATION OF CARBON
gRAPHITE BUSHINgS
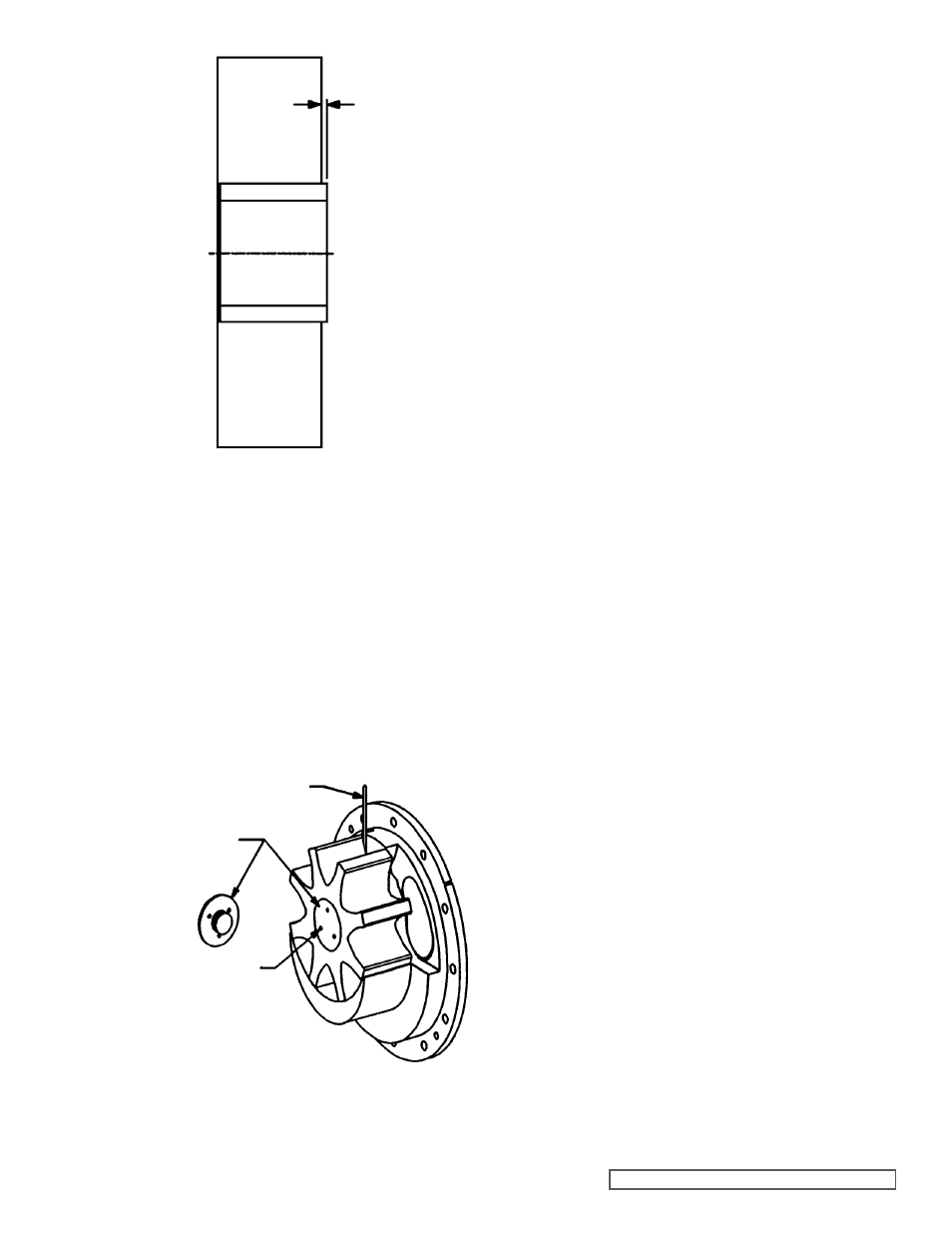
FIgURE 17 - IDLER AND BUSHINg ASSEMBLY
FIgURE 18
BUSHINg EXTENSION
BEYOND IDLER FACE
0.012
0.008
ROTOR
THIS
SIDE
HEAD
THIS
SIDE
0.010” SHIM STOCK
SETSCREWS (3)
IDLER PIN
LOCKNUT
Install the idler & bushing over the idler pin placing the side
of the idler with the bushing extension against the head
(
See Figure 18 below). Place a 0.010” shim stock between
the idler bushing and the head. This provides 0.010” of end
clearance between the ends of the idler bushing and the
mating surfaces (head and idler pin locknut). Install idler pin
locknut and turn clockwise until it touches the idler bushing.
Tighten the three setscrews in the face of the idler pin
locknut to lock it against the idler pin. Remove the 0.010”
shim stock.