Thrust bearing and idler end clearance adjustment, Danger – Viking Pump TSM163: N-R 337/4337 User Manual
Page 12
SECTION TSM 163
ISSUE
D
PAGE 12 OF 15
DANgER !
Before starting pump, be sure all drive
equipment guards are in place.
Failure to properly mount guards may
result in serious injury or death.
THRUST BEARINg AND IDLER END
CLEARANCE ADjUSTMENT
Use spanner wrench (provided with pump) and turn outer
end cap until rotor is tight against head and rotor shaft cannot
be turned.
With pencil or chalk, make reference mark on bearing housing
and outer end cap. Back off outer end cap approximately
4 holes. One hole is equivalent to .005” of end clearance.
Tighten inner end cap. Check rotor to determine if it turns
freely in the casing. If not, make further adjustment until rotor
does turn in casing.
Standard catalog pumps require the following end clearance
settings; N, .015”, R, .020” minimum. Pumps built for viscous
liquid or high temperature service may require extra end
clearance. Consult factory.
Lock both end caps securely in position with end cap locks
and screws.
NOTE:
The R 4337 pump has a special idler arrangement which
must have its end clearance adjusted prior to setting the rotor
end clearance.
The Carbon Graphite idler bushing extends beyond the idler
face on one side of the idler. This side of the idler is placed
toward the head which allows the Carbon Graphite bushing
to contact the head and provide clearance between the
stainless steel idler face and the head. The Carbon Graphite
bushing extension is 0.008 – 0.012” (
See Figure 1).
The idler bushing has a high interference fit and must be
installed by heat shrinking. The idler must be heated to
600 ºF before installing the idler bushing. The idler bushing is
to extend beyond the idler face 0.008 – 0.012”.
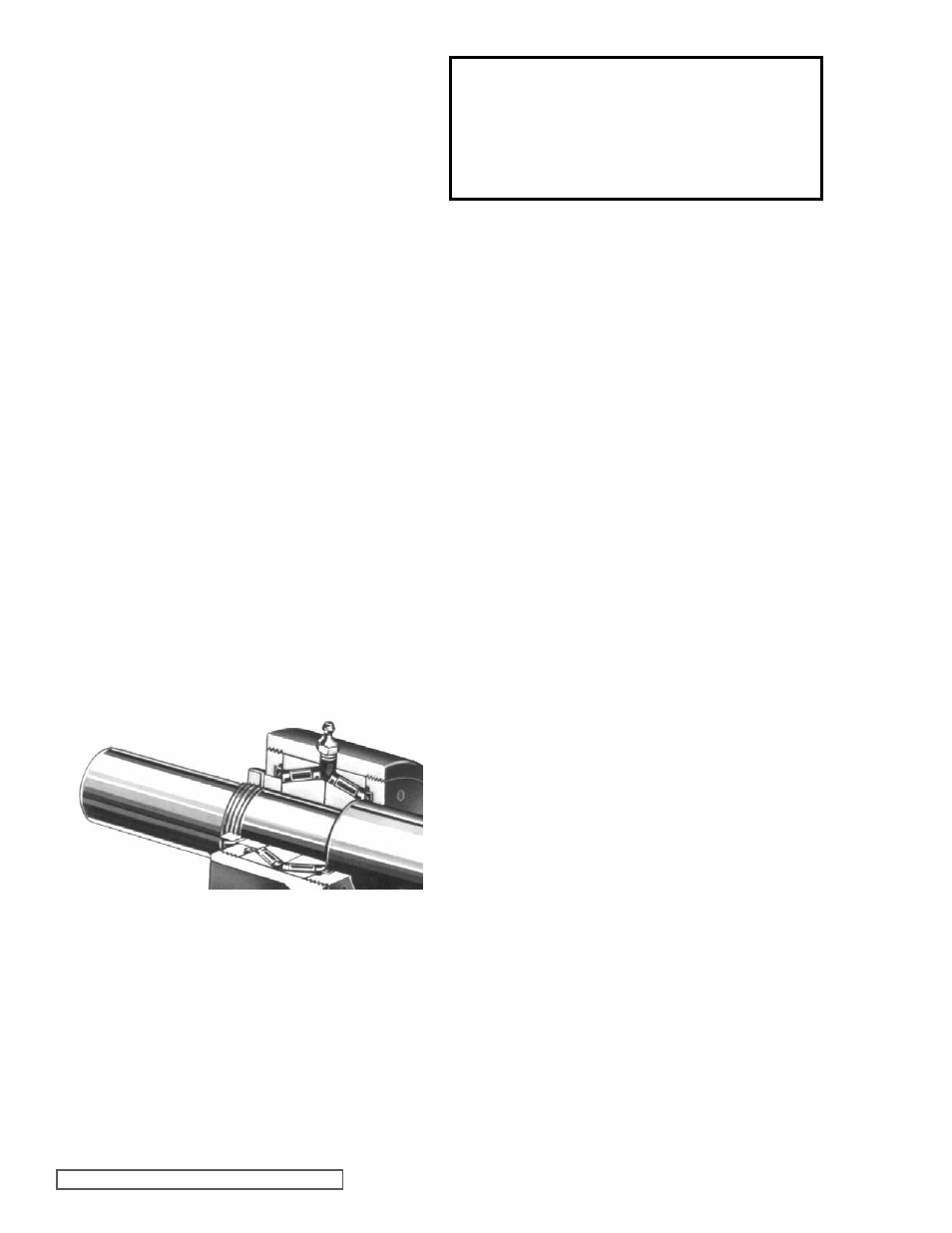
FIgURE 16
19. Place inner end cap with lipseal (lip facing end of shaft)
on shaft.
20. Install thrust bearing housing on end of rotor bearing
sleeve and tighten nuts and capscrews securely.
21. Insert both tapered roller bearings in thrust bearing
housing, large end of inner races together.
CAUTION: It is possible to install bearings incorrectly.
For proper assembly,
refer to figure 16 below.
22. Install bearing spacer collar on shaft next to inner race of
roller bearing.
23. Turn inner end cap into thrust bearing housing just far
enough to hold in place.
Install outer end cap and turn in approximately halfway.
24. Insert length of hardwood or brass bar through port
opening between rotor teeth, to keep rotor from turning.
25. Install lockwasher with tang in keyway on shaft. Tighten
locknut to 170-190 ft – lbs. Torque. Bend one tang of
lock washer into slot of locknut. If tang does not line up
with slot, tighten locknut until it does. Failure to tighten
locknut or engage lockwasher tang could result in early
bearing failure and cause damage to rest of pump. Bend
one tang of lockwasher into slot of locknut.
26. Remove the length of hardwood or brass bar from port
opening.
27. Lubricate all grease fittings with multi-purpose grease,
NLGI # 2.
28. Adjust pump end clearance. Refer to THRUST BEARINg
AND IDLER END CLEARANCE ADjUSTMENT.