Shield – Tweco XT-301 Torch Data for Distributor use w- Auto-Cut 30O2 AE User Manual
Page 29
Manual 0-4831 Rev. AE
8-29
TORCH DATA for AutoCut O
2
200A
Aluminum
H35 Plasma / N
2
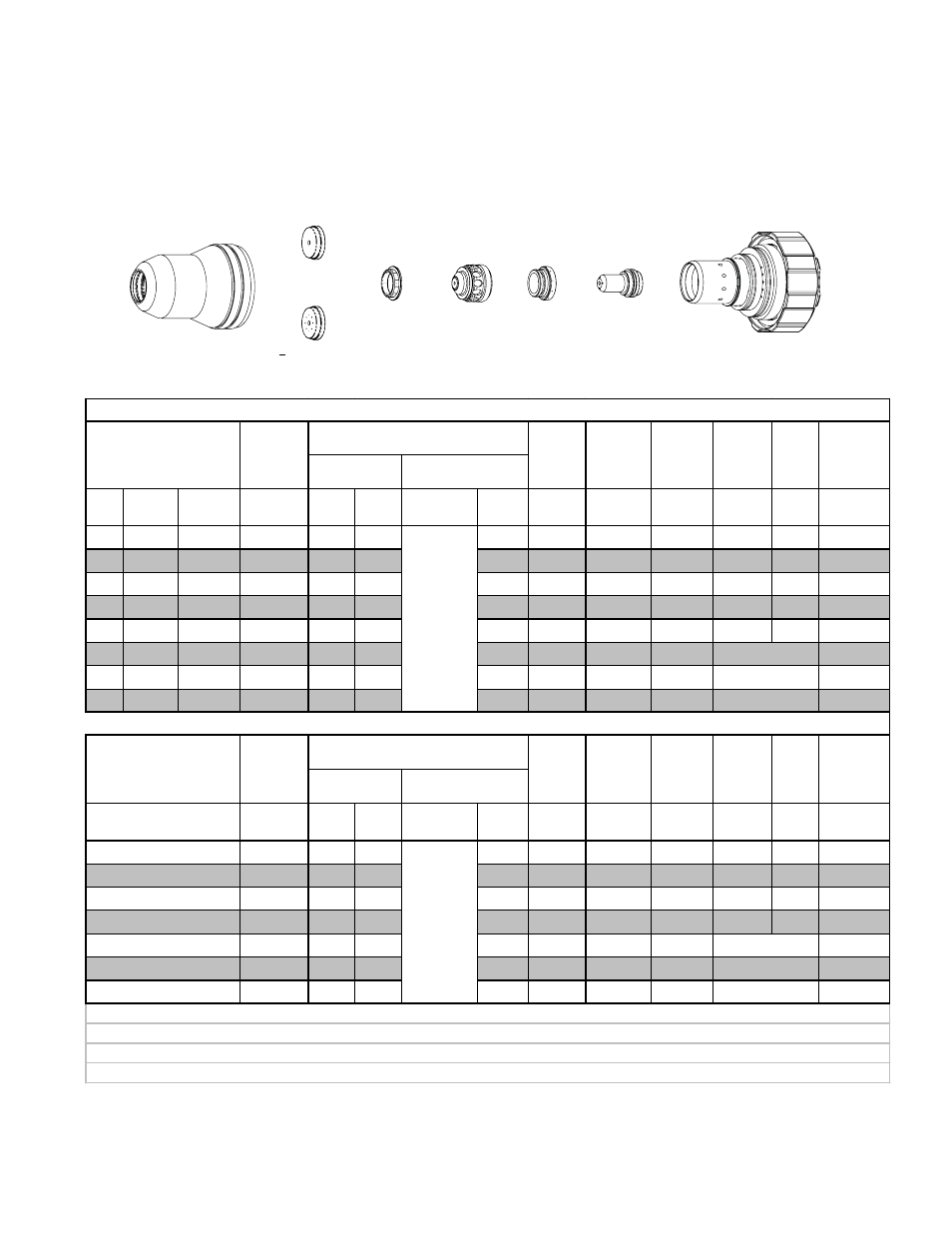
Shield **
35-1273
Shield Cup
35-1016
Shield Cap
Shield Gas
Distributor
Tip
35-1058
Art # A-07610
Plasma Gas
Distributor
35-1043
< 1” (25mm)
1” + (25mm)
35-1032
Electrode
35-1087
Cartridge
35-1020
35-1031
>
(ga)
(in)
inch
(PSI)
Ball
(PSI)
Ball
(PSI)
Volts
(in)
±0.005
(ipm)
(in)
(sec)
(in)
1/2
0.500
20
100
100
40
148
0.300
150
0.350
0.2
0.179
5/8
0.625
20
100
100
40
153
0.300
110
0.350
0.3
0.166
3/4
0.750
20
100
100
40
160
0.300
70
0.400
0.4
0.178
7/8
0.875
20
100
100
40
164
0.350
55
0.450
0.5
0.215
1
1.000
20
100
100
100
173
0.350
40
0.500
0.7
0.187
1 1/4
1.250
20
100
100
100
176
0.350
32
0.170
1 1/2
1.500
20
100
100
100
183
0.375
25
0.175
2
2.000
20
100
100
100
186
0.375
15
0.215
(Bar)
Ball
(Bar)
Ball
(Bar)
Volts
(mm)
±0.1
(mm/mi
n)
(mm)
(sec)
(mm)
1.8
100
6.9
2.8
148
7.6
3810
8.9
0.2
4.5
1.8
100
6.9
2.8
152
7.6
3070
8.9
0.3
4.3
1.8
100
6.9
2.8
161
8.0
1750
10.5
0.4
4.8
1.8
100
6.9
2.8
172
8.9
1060
12.5
0.7
4.8
1.8
100
6.9
6.9
176
8.9
500
4.3
1.8
100
6.9
6.9
183
9.5
330
4.4
1.8
100
6.9
6.9
186
9.5
210
5.4
Note: Set air shield parameters by pressure only.
See
Note
See
Note
**Requires Firmware version 3.2 or higher for the Power Supply and 2.1 or higher for the Gas Control Box.
50
Edge Start
* Lock pierce height for first 0.5" to 1" of cutting to avoid torch hitting the pierce metal puddle.
Slightly decreasing the shield gas pressure minimizes dross on aluminum cutting
32
Edge Start
38
Edge Start
12
15
20
25
Kerf Width
@ Rec.
Speed
Plasma
(H35)
Shield (N
2
)
(mm)
Edge Start
Material
Thickness
Pre Flow
Pressure
(N
2
)
Cut Flow Rates / Pressures
Arc
Voltage
Torch
Working
Height
Travel
Speed
Initial
Piercing
Height*
Pierce
Delay
Plasma
(H35)
Shield (N
2
)
Edge Start
Edge Start
200A Aluminum (H35/N
2
)
Material
Thickness
Pre Flow
Pressure
(N
2
)
Cut Flow Rates / Pressures
Arc
Voltage
Torch
Working
Height
Travel
Speed
Initial
Piercing
Height*
Pierce
Delay
Kerf Width
@
Min/Max