Tweco 300 MST Arcmaster User Manual
Page 31
25
ii) Vertical up welding
When welding vertical up with arc force on, the operator can control the amount of
current by changing arc length, ie voltage. Weld metal is deposited by “digging” the
electrode into the side of the base metal joint and then increasing the arc length with a
flicking motion, to allow the weld pool to freeze, before digging the electrode into the
other side of the base metal joint.
Without arc force, increasing the arc length does not decrease the weld current
sufficiently and the operator has to manually decrease the current via a remote current
control to freeze the weld pool. This welding current reduction also reduces the
penetration.
The arc force allows the weld pool to freeze during the “flick” phase without decreasing the amount of
weld current available during the “dig” phase thus maximizing penetration.
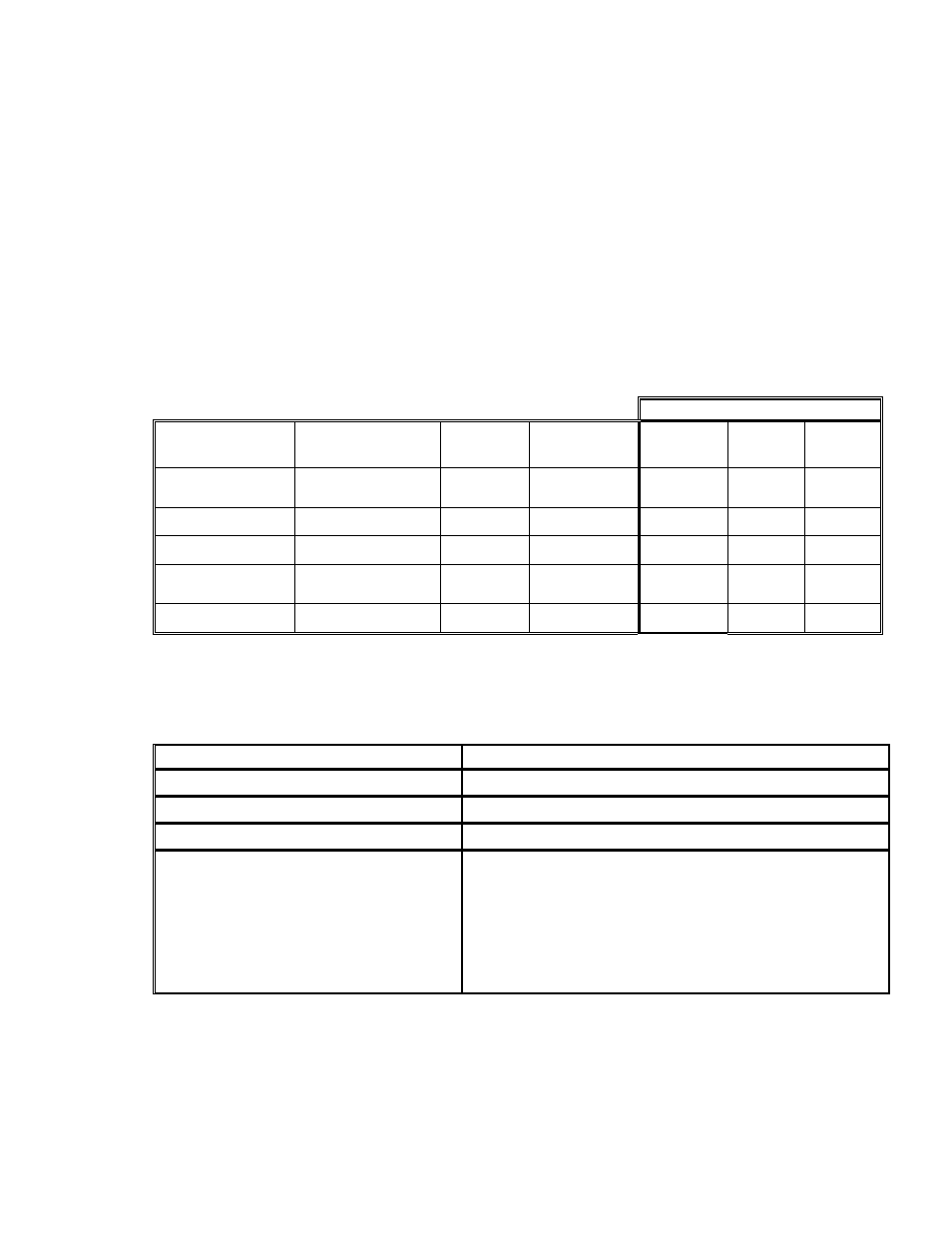
3.05 Weld Parameters
Weld
Mode
Weld
Parameter
Parameter Range
Factory
Setting
Incremental
Unit
STICK
MIG
LIFT TIG
WELD (V)
MIG
10.0 to 32.0V DC
17.0V
0.1V
INDUCTANCE
0 to 100%
10%
1%
HOT START
0 to 70A
20A
1A
WELD (A)
TIG or STICK
5 to 300A DC
80A
1A
ARC CONTROL
0 to 100%
10%
1%
Table 6 – Weld Parameters
3.06 Power Source Features
Feature Description
New Digital Control
•
All welding parameters are adjustable
Touch Panel Switches
•
Touch switches eliminate mechanical damage
Front Control Cover
•
Protects front panel controls
Digital Meter Volt & Ammeter
•
Displays selected weld parameter value
•
Displays average weld current when welding
•
Displays average weld current for 20 seconds after weld
has been completed
•
A selected weld parameter value can be adjusted at any
time even while welding