08 recommended cutting speeds – Tweco Max 300 w-Merlin 6000 User Manual
Page 29
Manual 0-2573
4-7
OPERATION
C. Piercing With Machine Torch
To pierce with a machine torch, the arc should be
started with the torch positioned as high as possible
above the plate while allowing the arc to transfer and
pierce. This standoff helps avoid having molten metal
blow back onto the front end of the torch.
When operating with a cutting machine, a pierce or
dwell time is required. Torch travel should not be
enabled until the arc penetrates the bottom of the
plate. As motion begins, torch standoff should be
reduced to the recommended 1/8 - 3/8 inch (3 - 10
mm) distance for optimum speed and cut quality.
A standard shield cup is recommended for most ma-
chine cutting applications. Do not allow an exposed
torch tip to contact the workpiece.
Piercing the plate is not recommended on plates hav-
ing a thickness greater than 1 inch (25.4 mm). Blow-
back from the piercing operation can shorten the life
of torch parts. All piercing should therefore be done
as quickly as possible and at maximum amperage and
maximum standoff.
Pierce off the cutting line and then continue the cut
as needed. Clean spatter and scale from the shield
cup and the tip as soon as possible. Spraying or dip-
ping the shield cup in anti-spatter compound will
minimize the amount of scale which adheres to it.
This can significantly increase shield cup life.
4.08 Recommended Cutting Speeds
Cutting speed depends on material, thickness, and the
operator’s ability to accurately follow the desired cut line.
The following factors may have an impact on system per-
formance:
• Torch parts wear
• Air quality
• Operator experience
• Torch standoff height
• Proper work cable connection
• Alloy content of material
NOTE
This information represents realistic expectations
using recommended practices and well-maintained
systems. Actual speeds may vary from those shown
in the charts depending on the alloy content of the
selected material.
For complete cutting speed chart data refer to Appendix
2.
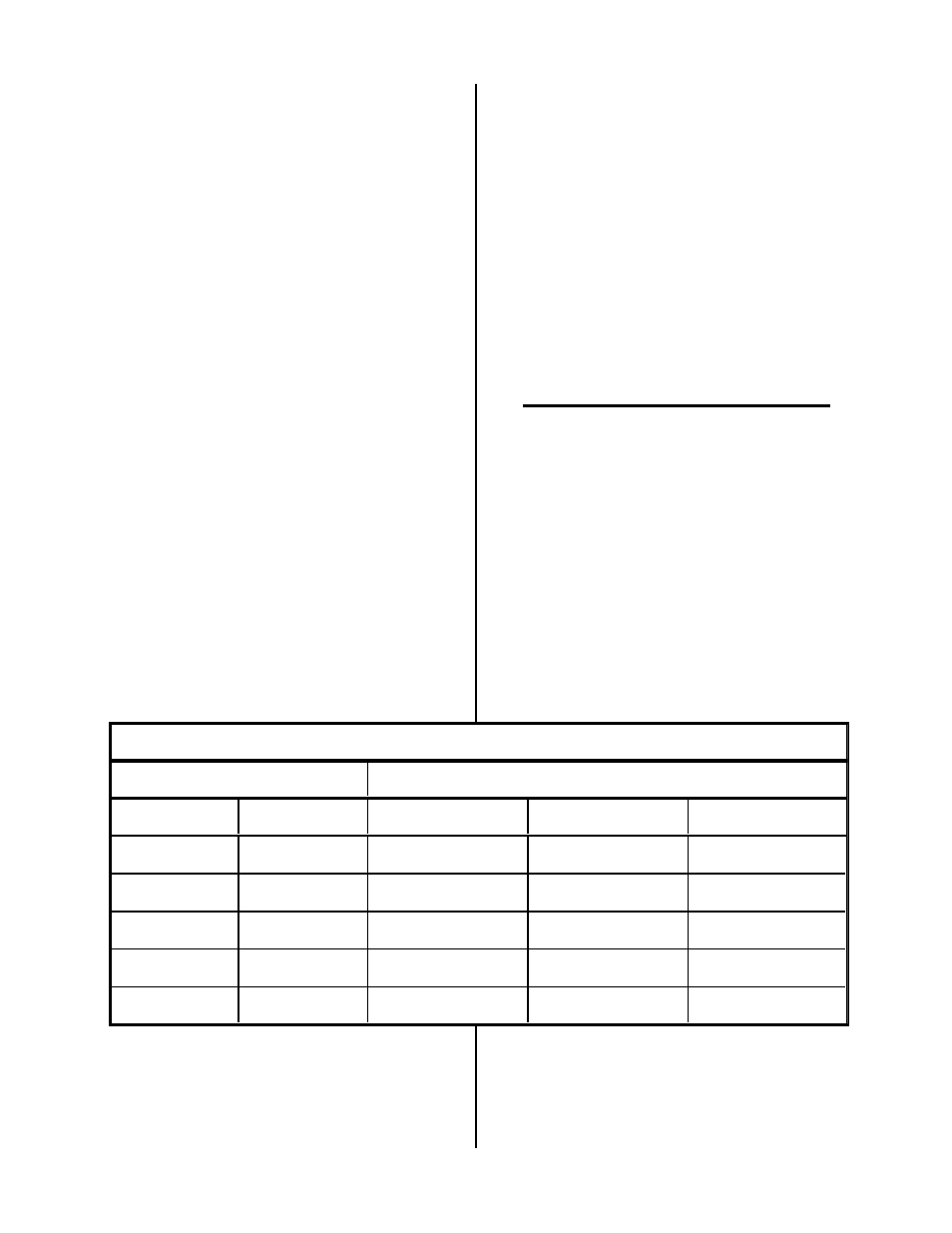
Characteristics of Recommended Gases for Plasma Arc Gouging
Type of Gas
Type of Material
Plasma
Secondary
Carbon Steel
Stainless Steel
Aluminum
Air
Air
Excellent
Good
Fair
Nitrogen
Air
Good
Good
Fair
Nitrogen
CO2
Good
Good
Good
Ar/H2
Nitrogen
Good
Excellent (Over 3/4 in)
Excellent
Ar/H2
Argon
Good
Excellent
Excellent