S&S Cycle Bore Big Twin Stroker Kit 1936–1999 3 7/16 - 3 1/2 User Manual
Page 14
14
NOTE: On panhead engines, above procedure is recommended to insure removal of minimum material necessary.
Early panhead cases are not as strong and are machined with oil supply passageways to heads closer to surface of boss. Removal of
excessive material may weaken thinner cases and/or break into oil passage.
C. Place masking tape over both ends of camshaft and mainshaft bearings to keep out chips.
D. Grind shaded areas to adjacent machined depth.
E. Mock up right side flywheel in crankcase half with mainshaft and crankpin installed with bearings, thrust washers, etc. in place.
F. Rotate flywheel and note any contact.
G. If flywheel does not rotate freely, check contact areas and grind more clearance.
H. Repeat procedure until sufficient clearance is obtained.
NOTE: A minimum of 1⁄16" clearance is required.
Insufficient clearance between crankpin nut and crankcase will cause contact and may damage components.
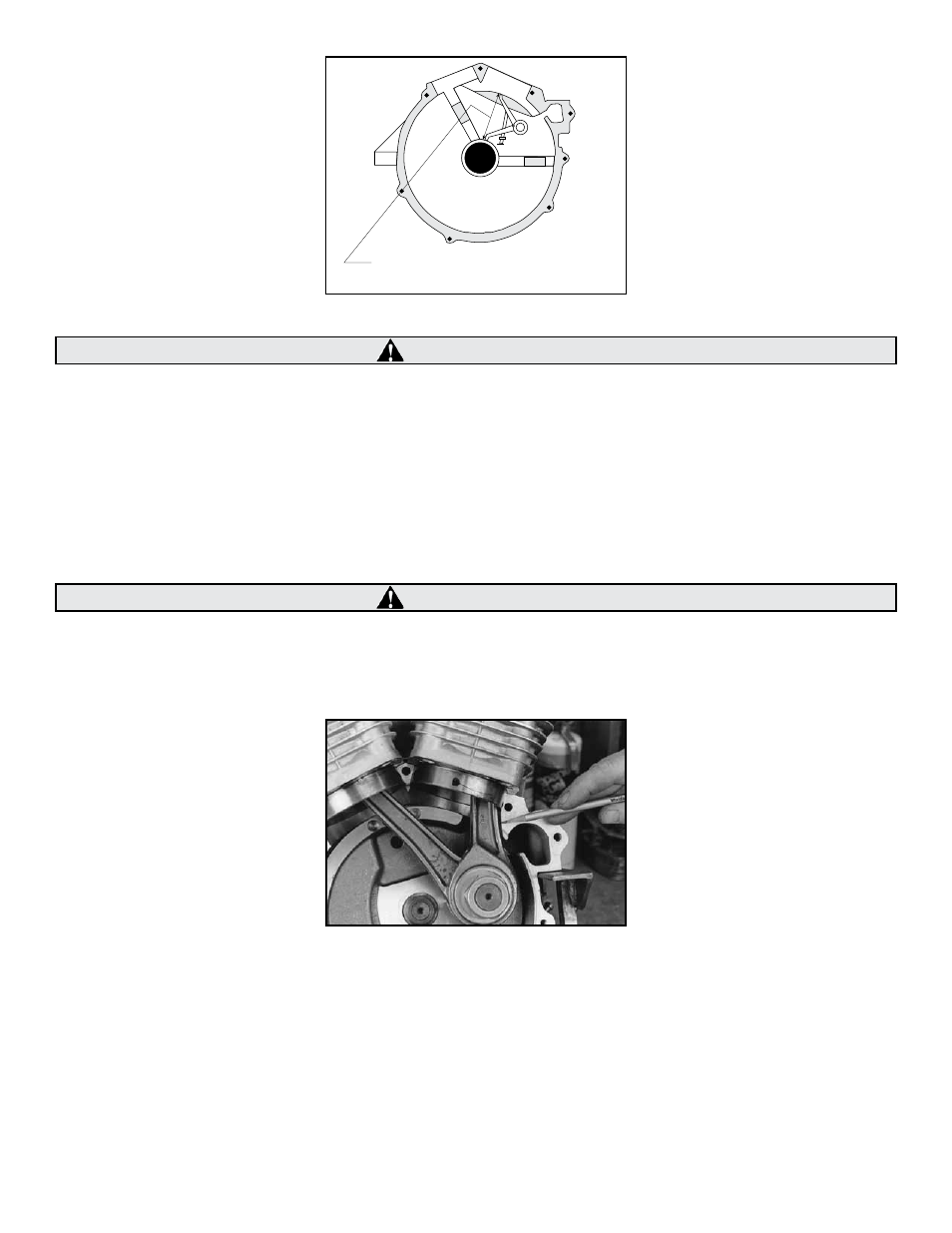
Connecting Rod Clearance
Front and rear of flywheel cavity inside crankcases andcylinder spigots must be clearanced for connecting rods. Picture 7, below shows rear side
of flywheel cavity.
NOTE: Clearance must be checked and filed if needed on front side also.
Procedure to check these points is performed as follows:
A. Mock up right side flywheel in crankcase half with mainshaft and crankpin installed with bearings, thrust washers, etc. in place.
B. Assemble pistons without rings on their proper connecting rods, and place connecting rods on crankpin. Installation of wristpin clips is not
necessary.
NOTE: If pistons have piston to piston clearance notches ground on thrust face edges, place notches toward center of engine. Consult piston installation
instructions included with pistons for proper piston direction placement.
Distance = 1/2 Stroke + 1/2 Dia. Crankpin
Nut
Across Points - 1/2 Outside
Dia. Main Race + 1/16" Clearance
Figure 6
CAUTION
CAUTION
Picture 7