Caution – S&S Cycle Big Twin Engines with 3-1/2 and 3-5/8 Bore Crankcases and Special Application (SA) 4 Bore Crankcases User Manual
Page 3
ASSEMBLY
NOTE - While S&S
®
has made every effort to insure that parts are
correct, it is the engine builder’s responsibility to confirm fit and
finish of all parts provided with engines prior to assembly. Parts
are deburred at S&S and usually require no further preparation,
but must also be inspected by installer. Individual parts should not
be removed from protective plastic wrappers until needed. After
removal from plastic, it is imperative that parts be thoroughly
cleaned and dried, preferably with compressed air. When
present, rust preventative must be completely removed.
Additionally, gaskets must be closely inspected for particles that
could become dislodged and damage engine. If assembly of
engine must be interrupted, seal openings and cover engine with
plastic to protect from destructive contaminants.
Failure to observe the above may result in engine damage not
covered under warranty.
FLYWHEELS
(All Unassembled engines)
Carefully read S&S big twin Pinion Shaft Installations #51-1021,
S&S Connecting Rod Instructions #51-1025 and Installation
Instructions for S&S Super Stock
®
and Special Application big twin
Crankcases #51-1063 before proceeding.
1. Confirm that correct brass plug has been installed in end
of pinion shaft. Plug for side oiling engines (pre-1973)
will be solid. Plug for 1973-up end oiling engines will
have 3/32” hole.
2. Confirm pinion shaft main bearing fit. Bearing supplied
should be correct size, but must be verified by engine builder
according to procedure in S&S Crankcase Instructions, page
9. Flywheel assembly can then be prepared for installation as
described in special instructions for fully assembled S&S
flywheel sets, #51-1019.
CRANKCASES (All Unassembled Engines)
Refer to S&S Crankcase Instructions #51-1063 for information on
preparing crankcases. Additionally, blow out cam bearing and all
oil passages with compressed air.
INSTALL FLYWHEEL ASSEMBLY IN CRANKCASE
(All Unassembled Engines)
1. Thoroughly clean parts according to instructions previously
mentioned. Apply coat of assembly lube to bearing surface
of sprocket shaft and inner race of Timken
®
bearing. Install
bearing on shaft with appropriate tool. See Picture 1.
NOTE - S&S does not recommend using a press to install sprocket
shaft bearings, as this can push flywheels out of true. Correct
bearing installation tools are available from Harley-Davidson
®
and other sources.
2. Apply coat of petroleum jelly to Timken
®
bearing installed in
Step 1. See Picture 2.
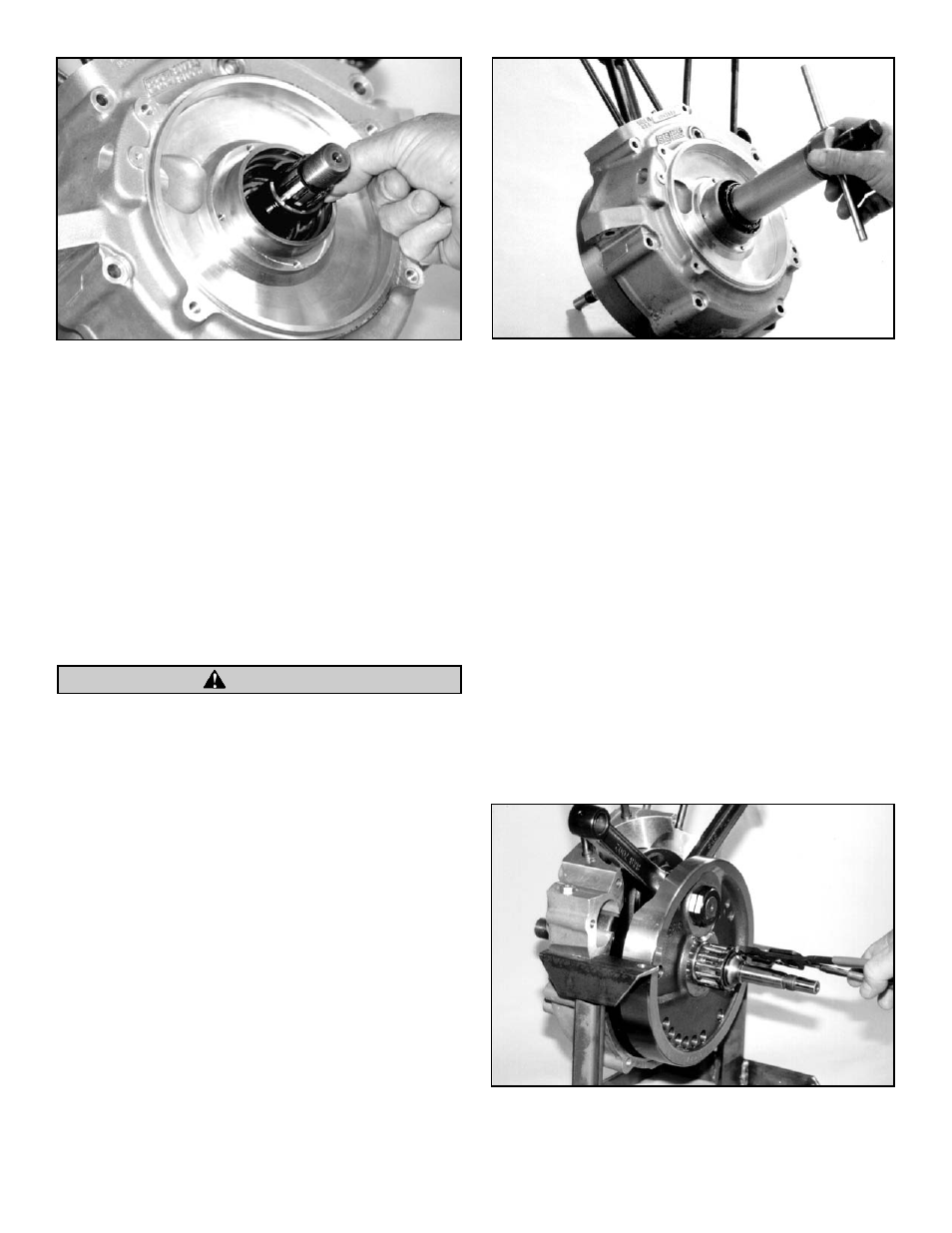
3. Place left side crankcase half on sprocket shaft and
bearing, insuring that connecting rods are in correct
positions. See Picture 3.
4. Install
Timken
®
bearing spacer. See Picture 4.
5. Lubricate rollers of remaining Timken
®
bearing with
petroleum jelly. Apply assembly lube to bearing inner race
and sprocket shaft bearing surface. Install bearing on shaft
with appropriate tool. See Picture 5.
3
Picture 4
Picture 5
CAUTION
Picture 6