Super – Dake Model Super Technics 350SA User Manual
Page 16
16
SUPER
SUPER
SUPER
SUPER
SUPER TECHNICS 350 SA
TECHNICS 350 SA
TECHNICS 350 SA
TECHNICS 350 SA
TECHNICS 350 SA
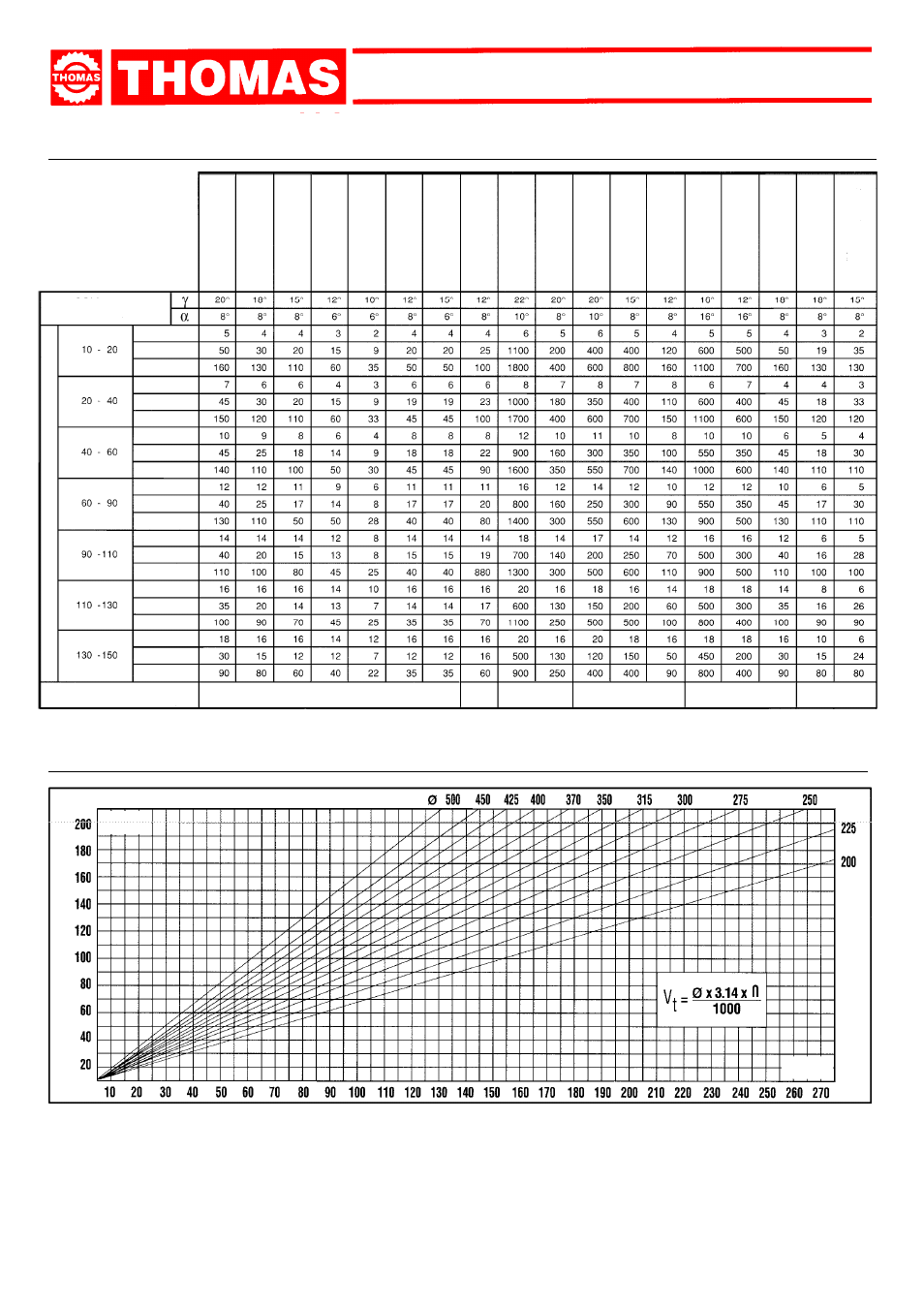
9.7.2 - DIAGRAM OF CUTTING SPEEDS ACCORDING TO DISK DIAMETER
9.7.1 - RECOMMENDED CUTTING PARAMETERS
SECTION
T
O
BE CUT (IN MM)
*T mm
Vt m/1'
*T mm
Av mm/1'
Vt m/1'
Av mm/1'
*T mm
Vt m/1'
Av mm/1'
Av mm/1'
*T mm
Vt m/1'
*T mm
Av mm/1'
Vt m/1'
*T mm
Vt m/1'
Av mm/1'
Av mm/1'
Vt m/1'
*T mm
Mild steel
R = 350-500 N/mm
2
Aluminium and allo
y
s
R = 300-300 N/mm
2
T
ubes and beams
0,025. D
R = 300-600 N/mm
2
Br
ass
R = 200-400 N/mm
2
Titanium and allo
y
s
R = 300-800 N/mm
2
T
ubes and beams
0,05. D
R = 300-600 N/mm
2
Allo
yed br
ass
R = 400-700 N/mm
2
KEY
T
Tooth pitch in millimetres
Av mm/min
Advance in millimetres per minute
Vt m/min
Cutting speed in metres per minute
Az
Tooth advance
Ng/min
Number of revs per minute
Z
Number of teeth on the disk
p
Tooth depth
Heat-treated steel
R = 950-1300 N/mm
2
Extr
a
-hard steel
R = 950-1000 N/mm
2
Hard steel
R = 750-950 N/mm
2
Semi-hard steel
R = 500-700 N/mm
2
Gre
y cast iron
Aluminium and allo
y
s
R = 200-400 N/mm
2
Copper
R = 200-350 N/mm
2
Phosphor bronz
e
R = 400-600 N/mm
2
Hard bronz
e
R = 600-900 N/mm
2
Vt m/min
n = g/min
d
Diameter of the tooth fillet cone distance
h
Tooth protrusion
γ
Front rake
α
Rear rake
N/mm
Ultimate tensile stress
a-f
Flat parts of the cutting edge
Ø
Tube diameter or profile width
A
ustentic stainless
steel
R = 500-800 N/mm
2
Mar
tensitic stainless
steel
R = 500-800 N/mm
2
CUTTING ANGLES
RECOMMENDED LUBRIFICANTS
Emulsion - Cutting oil
Dry
Kerosene
Dry
Emulsion
Cutting oil
Emulsion